поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Статистика
Сварочно-монтажные работы
Сварочно-монтажные работы выполняют для соединения отдельных труб в
непрерывную нитку магистрального трубопровода. При ; сооружении
магистральных трубопроводов наиболее распространена базовая схема
организации сварочно-монтажных работ. По этой схеме отдельные
трубы вначале поступают на сварочные базы, где путем сварки трех труб
получают трубные секции длиной обычно 36 м. Затем трубные секции
доставляют на трассу сооружаемого участка , трубопровода и раскладывают
параллельно осевой линии трассы. Труб-ные секции соединяют с помощью
сварки в непрерывную нитку трубопровода длиной до 25-30 км. Полученные
подобным образом длинные плети трубопровода после изоляции укладывают на
дно траншеи, засыпают грунтом и затем уже в траншее соединяют
между собой (выполняют так называемую сварку захлестов). Такова в общих
чертах схема организации сварочно-монтажных работ.
При сооружении магистральных трубопроводов применяют в ос новном два
вида электродуговой сварки: ручную и автоматическую под слоем
флюса. Все большее распространение получает высокомеханизированная и
высокопроизводительная электроконтактная сварка оплавлением,
совершенно исключающая применение ручной сварки. Перспективны
методы механизированной сварки неповоротных сты ков труб непосредственно
на трассе - автоматическая сварка в среде защитных газов на
установках типа "Дуга" и автоматическая сварка порошковой проволокой с
принудительным формированием сварного ^jea на установках типа "Стык".
Изучаются возможности применения дЛя сварки труб электронно-лучевой,
сварки (ЭЛС), сварки лазерным лучом, процессов пайки труб взамен сварки.
Вначале дадим краткую характеристику методов сварки труб магистральных
трубопроводов.
Ручная электродуговая сварка - процесс получения неразъемного соединения
элементов стальных конструкций, в том числе и трубных, за счет
расплавления кромок элементов теплом электрической дуги и последующего
образования сварного шва за счет затвердевания расплавленного металла.
Ручным такой вид сварки называют потому, что все операции по перемещению
и поддержанию горения дуги выполняют вручную. Из физики известно, что
если два электрода присоединить к плюсу и минусу и постепенно их.
сближать, то при достижении определенного расстояния между торцами
электродов возникает непрерывный электрический разряд, называемый дугой.
В принципе электродуговую сварку можно проводить как на переменном, так
и на постоянном токе. Однако в полевых условиях сварку труб
магистральных трубопроводов ведут только на постоянном токе. В качестве
источников постоянного сварочного тока используют специальные сварочные
генераторы и сварочные выпрямители (на сварочных базах). Сварочные
генераторы имеют привод от дизельных двигателей внутреннего сгорания
(реже от карбюраторных). Для удобства перемещения вдоль трассы
строящегося трубопровода сварочный генератор с приводом, называемый
сварочным агрегатом, устанавливают на тележку с пневмоколесами. Широко
используют также самоходные сварочные агрегаты, одновременно питающие
током два или четыре сварочных поста. Сварочные генераторы в этом случае
устанавливают на гусеничных тракторах, приводом сварочных генераторов
служит двигатель трактора. Сварочные генераторы используют однопластовые
(для питания одного сварочного пласта) и многопластовые (для питания
двух и более сварочного поста) . Сварочный пост для ручной
электродуговой сварки оборудуют источником питания дуги (сварочным
агрегатом), двумя электрическими кабелями с прочной изоляцией. Один из
кабелей оснащен на конце электрододержателем клещевого типа.
Электрододержатель предназначен для крепления и подвода тока к
электроду. Второй кабель от источника сварочного тока присоединяют к
свариваемой трубе с помощью специального зажима. Рабочий-сварщик
перемещает электрододержатель вдоль линии сварного шва, поддерживает
необходимую длину дуги и формирует сварной шов, соединяющий две трубы.
Для ручной электродуговой сварки применяют специальные сварочные
электроды. Каждый электрод состоит из стального стержня диаметром 3-5
мм, изготовленного из малоуглеродистой проволоки с низким содержанием
вредных примесей - серы и фосфора, и специального покрытия на
поверхности стержня. Покрытие электродов имеет многоцелевое назначение:
защита металла сварного шва от проникновения из воздуха азота и
кислорода, значительно повышающих хрупкость сварного шва; обеспечение
стабильного горения дуги во всех положениях сварного шва; легирование
металла сварного шва и ряд других функций. В связи с этим электродные
покрытия имеют достаточно сложный состав. При термическом разложении
компонентов в зоне дуги образуются окислы, формирующие шлак,; и
газообразные окислы (углекислый газ). Шлак и газы выполняют; функции по
защите жидкого металла от окисления и насыщения азотом. Введенные в
состав покрытия ферросплавы (ферромарганец, ферросилиций, ферротитан)
раскисляют и легируют металл шва, улучшая его качество. Соли калия,
натрия или кальция, введенные в состав покрытия, стабилизируют горение
дуги. По составу покрытия сварочные электроды разделяют на
фтористокальциевые, с органическим покрытием (целлюлозные), рутиловые.
Для сварки магистральных ' трубопроводов используют первые две группы
электродов. Электроды с фтористокальциевым покрытием обеспечивают
высокую устойчивость сварных соединений против хрупкого разрушения
(высокий уровень ударной вязкости при нормальной и низких температурах).
ч Однако этими электродами трудно выполнить доброкачественный первый
(корневой) слой сварного шва, сварку неповоротных стыков трубопроводов
можно вести только методом "снизу вверх" при малой скорости сварки (5-10
м/ч). Поэтому для сварки корневого слоя ! шва труб магистральных
трубопроводов используют электроды с целлюлозным покрытием, которые,
хотя и не обеспечивают высокого уровня ударной вязкости,
соответствующего электродам с фтористокальциевым покрытием, позволяют
выполнить корневой слой сварного шва с хорошим качеством методом "сверху
вниз" при скорости до 15-20 м/ч. В качестве преимуществ ручной
электродуговой сварки можно указать возможность выполнения сварки
неповоротных стыков трубопроводов, т.е. без необходимости вращения труб,
и менее жесткие требования к подготовке свариваемых труб к сварке по
сравнению с автоматическими методами сварки. Однако ручная сварка
отличается высокой трудоемкостью, привлечением для ее выполнения
большого числа высококвалифицированных сварщиков, чтобы обеспечить
необходимый темп ведения сварочно-монтажных работ. В настоящее время
объем применения ручной электродуговой сварки при сооружении
магистральных трубопроводов большого диаметра среди других методов
сварки достигает почти 47 %. В двенадцатой пятилетке предполагается
снизить объем применения ручной электродуговой сварки при
сооружении магистральных трубопроводов большого диаметра до 30 %. Это
позволит выполнить возрастающие объемы сварочно-монтажных работ при
сооружении магистральных трубопроводов в двенадцатой пятилетке
практически без увеличения численности высококвалифицированных
сварщиков.
Автоматическая электродуговая сварка была впервые разработана в нашей
стране в 30-е годы под руководством академика Е.О. Патона и с 1948 г.
применяется при сооружении магистральных трубопроводов. Автоматической
эта сварка называется потому, что основные процессы сварки подачи
проволоки в зону дуги и поддержание необходимой длины дуги выполняются
автоматически, без вмешательства оператора-сварщика. Вторая особенность
этого вида сварки связана с тем, что дуга горит под слоем специального
флюса, т.е. сварка ведется закрытой дугой. Сварка закрытой дугой под
флюсом обеспечивает качество сварного шва, хорошее формирование
поверхности шва при высокой скорости сварки до 60-10О м/ч. Высокая
скорость сварки при хорошем защитном действии флюса связана с
использованием большой силы сварочного тока - до 1000 А. Сварочный
электрод в этом случае представляет сварочную проволоку, непрерывно
подаваемую в зону горения дуги из бухты с помощью подающих роликов, а
перемещение дуги вдоль шва выполняется за счет вращения свариваемых труб
механизированным способом. Автоматическая сварка под флюсом труб
магистральных трубопроводов выполняется сварочными головками.
Преимущества автоматической сварки под флюсом - высокая скорость сварки
при хорошем качестве сварного шва и соединения. Однако автоматическую
сварку под флюсом можно выполнять только в нижнем положении, что
достигается вращением труб. Кроме того, автоматической сваркой
невозможно выполнить корневой слой шва. Поэтому, автоматическую сварку
выполняют по готовому шву, наложенному ручной или другими методами
сварки. В связи с этим автоматическую сварку под флюсом применяют для
соединения трех отдельных труб в секции с вращением свариваемых труб на
сварочных базах. Для автоматической сварки применяют сварочную проволоку
диаметром 2-4 мм, заряжаемую в кассету сварочной головки, и флюсы.
Причем используют так называемые плавленые флюсы, которые получают путем
смешивания и последующего расплавления исходных тонкоизмельченных
компонентов (песка, известняка, ферросплавов и др.). Полученную жидкую
однородную массу после ее затвердевания подвергают измельчению
(грануляции). Все плавленые флюсы - зернистый материал с размером зерен
от 1,6 до 3 мм. Флюс в процессе сварки непрерывно поступает из бункера
сварочной головки в зону Дуги и укладывается слоем толщиной примерно
40-50 мм, защищая сварочную дугу. Излишек флюса ссыпается с трубы в
сборные противни и используется повторно.
Для соединения трех труб в секции с помощью автоматической сварки
организуют специальные сварочные базы, расположенные недалеко от трассы
сооружаемого трубопровода и обслуживающие каждая определенный участок
трассы (обычно от 20 до 60 км). В настоящее время используют два вида
сварочных баз: базы с применением полевых автосварочных установок (ПАУ)
полумеханизированные и базы для двухсторонней автоматической сварки типа
БТС полностью механизированные. Полумеханизированная база полевого типа
состоит из двух основных стендов: сборочно-сварочного стенда (или
трубосборочной линии) и собственно установки для автоматической сварки
под слоем флюса типа ПАУ. На сборочно-сварочном стенде выполняют сборку
секции из трех отдельных труб и сварку первого (корневого) слоя шва.
Сварку первого слоя шва обычно выполняют вручную. Центровка и сборка
труб осуществляются с помощью специального приспособления - внутреннего
центратора. Собранная и сваренная корневым слоем трубная секция подается
путем перекатывания по направляющим из труб на стенд (установку)
автоматической сварки. Эта установка состоит из рамы, на которой
смонтированы продольные и поперечные ролики. Продольные ролики
конической формы с обрезиненными опорными поверхностями служат для
продольного перемещения трубной секции за счет вращения части роликов,
называемых приводными. Поперечные цилиндрические ролики с обрезиненной
рабочей поверхностью служат дня вращения трубной секции при сварке со
скоростью 18-100 м/ч. Автоматическая сварка под слоем флюса производится
двумя сварочными головками (одновременно двух стыков). После окончания
сварки готовая секция подается на площадку готовой продукции, где
выполняют внешний осмотр сварных стыков и их контроль неразрушающими
методами путем просвечивания рентгеновскими или гамма-лучами или
магнитографическим методом в объеме, предусмотренном действующими
нормами. Применяют полумеханизированные базы: ПАУ-601 (для сварки труб
диаметром до 720 мм при силе, сварочного тока до 600 А) и ПАУ-1001 (для
сварки труб диаметром до 1420 мм при силе сварочного тока до 1000 А).
Установки ПАУ-601 оснащают двумя сварочными головками СГФ-601,
находящимися на открытом воздухе, а установки ПАУ-1001 - двумя
сварочными головками ГДФ-1001, смонтированными в закрытых кабинах,
перемещающихся по рельсовому пути. Преимуществом полумеханизированных
полевых баз является относительная их мобильность, легкость
перебазировки, а недостатком - частичное применение ручного труда.
Механизированные базы типа БТС лишены этого недостатка, так как все
операции на них механизированы. На этих базах предусмотрена
двухсторонняя (наружная и внутренняя) сварка стыков труб автоматической
сваркой под слоем флюса. Для этого кромки труб на базе специальным
образом обрабатывают на металлорежущем станке с образованием
двухсторонней (Х-образной) разделки с большим притуплением кромок.
Существуют три типа полностью
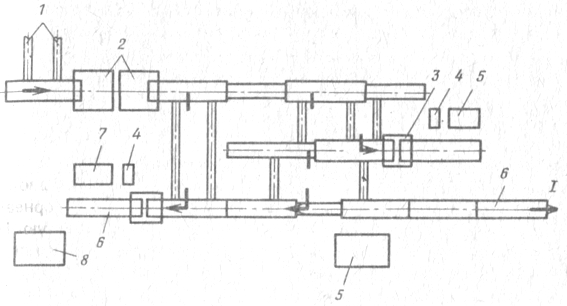
Рис. 32. Трубосварочная база БТС-143: 1 -
магазин труб; 2 - стенд для обработки кромок труб; 3 - стенды для сборки
и сварки двухтрубных секций; 4 - компрессор; 5 - электростанция или
трансформаторная подстанция; 5 - стенд для сборки и сварки трехтрубных
секций; 7 - блок питания; 8 - вспомогательный блок; I
- к стенду контроля сварных стыков
механизированных баз: БТС-142 (для изготовления
секций из двух труб длиной 24 м), БТС-142В и БТС-143 (для изготовления
как двухтрубных, так и трехтрубных секций). База БТС-143 (рис. 32)
состоит из трех стендов: обработки кромок труб перед сваркой, сварки
двухтрубных секций и сварки трехтрубных секций. Трубы, поступившие с
завода, после осмотра и отбраковки помещают в накопителе (магазин труб),
откуда они поступают на стенд обработки кромок. Обработку кромок
выполняют сразу двумя станками на двух трубах. Станки- жестко закрепляют
на торцах труб и головки с резцами обрабатывают кромки труб. Крайнюю из
обработанных труб подают в конец стенда для сварки секций из двух труб.
Затем к этой трубе с помощью внутреннего центратора пристыковывают
вторую трубу с обработанными кромками и выполняют сварку наружных и
внутренних слоев сварного шва автоматической сваркой под флюсом. В это
же время обрабатывают кромки третьей трубы и подают ее на стенд для
сварки трехтрубной секции. Затем на стенд подают двухтрубную секцию,
пристыковывают ее к третьей трубе и выполняют сварку наружных и
внутренних слоев сварного шва. Полученную трехтрубную секцию перемещают
на площадку готовой продукции, и технологический процесс на базе
повторяется. Механизированные базы обеспечивают на трубах размером 1420
х 16,5 мм сварку от 3,5 (для базы БТС-142) до 6 (для базы БТС-143)
стыков в час. При длине труб в 12 м за восьмичасовую рабочую смену эти
базы дают от 500 до 850 м трубных секций.