Вакуумирование пресс-формы и камеры прессования. Наряду с
преимуществами метод литья под давлением имеет существенный
недостаток: воздух, имеющийся в полости пресс-формы, вследствие
быстрого заполнения ее расплавом не успевает полностью удалиться и
остается в отливке, образуя раковины и поры. Наличие воздушных
раковин исключает возможность термической обработки, так как при
нагреве воздух расширяется и происходит вспучивание отливок.
Все это в значительной степени ограничивает область применения
деталей, полученных литьем под давлением, и поэтому они не всегда
могут быть применены в ответственных узлах.
Указанный недостаток метода литья под давлением можно устранить,
если заранее перед запрессовкой расплава в пресс-форму удалить из ее
полости воздух и газ, используя вакуум.
Литье под давлением в вакууме является наиболее прогрессивным. Его
преимущества заключаются в следующем:
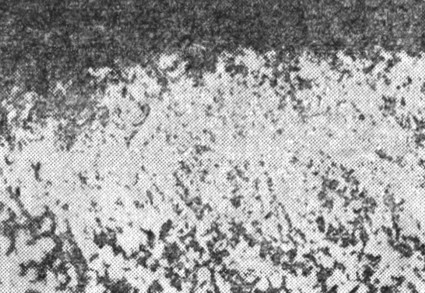
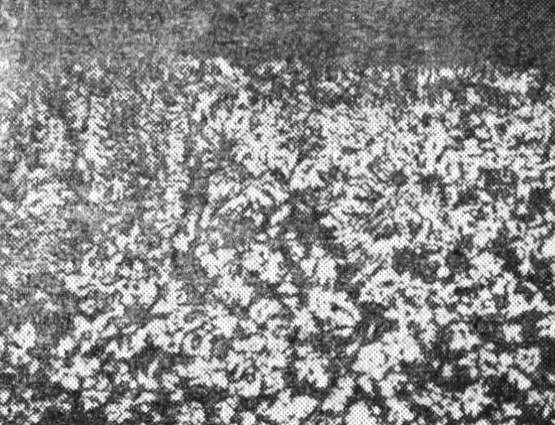
детали имеют плотную структуру (рис. 76 и 77) и повышенные
механические свойства, особенно прочность и относительное удлинение;
в 'деталях отсутствуют воздушные раковины и пористость, что
позволяет производить их термическую обработку и, следовательно,
значительно расширить номенклатуру литья под давлением;
увеличение плотности отливок и улучшение качества их поверхности
позволяет снизить трудоемкость полирования отливок, подвергаемых
гальваническому покрытию;
можно отливать крупные детали при более низком удельном Давлении
прессования примерно на 10-15%;
можно получать отливки с более тонкими стенками (на 25%)
повышенной прочности, экономя тем самым цветной металл;
можно отливать ответственные крупногабаритные детали, что дает
большой эффект.
Системы вакуума, применяемые в литье под давлением, самые различные.
Все они могут быть разделены по следующим признакам: месту удаления
воздуха (из плоскости разъема формы, из кожуха, окружающего форму, и
т. д.); типу машин (с холодной или горячей камерами, горизонтальные
или вертикальные); степени автоматизации (автоматические,
полуавтоматические, с ручным включением); системе применения вакуума
с засасыванием расплава из тигля в камеру прессования.
Рис. 76. Рентгеновские снимки отливок,.
полученные обычным литьем под давлением
Рис. 77. Рентгеновские снимки отливок,
полученные литьем под давлением с применением вакуума
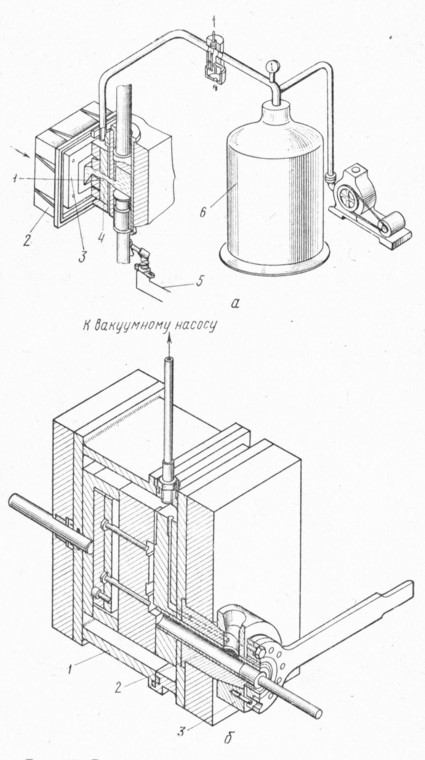
Сущность процесса литья под давлением с применением вакуума в
полости пресс-формы на машинах с вертикальной камерой прессования
заключается в следующем (рис. 78, а). По плоскости разъема на
пресс-форму 1 надевают кожух 2 с резиновой прокладкой. Во избежание
подсоса воздуха через толкатели в прижимной плите устанавливают
сальники из красной меди или термостойкой резины.
Разрежение в полости пресс-формы
создается при помощи вакуумной установки 6, смонтированной около
машины. Воздух из полости пресс-формы удаляется через вентиляционные
каналы в плите 3, сделанные на плоскости разъема. Однако такой отсос
не дает значительного эффекта, так как глубина вентиляционных
каналов незначительна (0,1-0,2 мм). Для удаления воздуха из полости
пресс-формы требуется значительное время.
Для быстрого удаления воздуха из полости пресс-формы разработан
специальный узел прессования, при применении которого воздух из
полости пресс-формы удаляется через литник, далее через специальные
каналы, выполненные в пятке 4, и через трубопровод 5 из камеры
прессования в вакуум-аккумулятор.
Порядок работы такого устройства на машинах с вертикальной камерой
прессования состоит в следующем: после закрытия пресс-формы в камеру
прессования заливается расплав с одновременным подключениемвакуумного резервуара. Через 1-2 с расплав запрессовывается
из камеры прессования в пресс-форму.
Рис. 78. Вакуумные устройства для машин с
вертикальной (а) и горизонтальной (б) камерой прессования
Для машины с горизонтальной камерой прессования разработано
другое вакуумное устройство (рис. 78,6). Удаление воздуха из полости
пресс-формы производится через литниковую систему. Основными
элементами этого устройства является специальная герметичная камера
1, в которую помещается пресс-форма, а также камера прессования 2,
на коническую поверхность которой навертывается муфта 3.
После заливки расплава в камеру прессования муфта поворачивается,
перекрывая заливочное отверстие. Затем открывается вакуумный
вентиль, и воздух быстро удаляется из вакуумной камеры и камеры
прессования.
Вакуум в полости пресс-формы создается примерно в течение 1 с, после
чего производится запрессовка расплава в пресс-форму.
Недостатками вакуумного метода литья под давлением являются
значительная стоимость вакуумного оборудования, увеличение потребной
площади, сокращение проводительности труда, так как на каждый цикл
работы затрачивается больше времени. Этим методом отливают детали,
от которых требуется очень хорошая поверхность под хромирование или
под покрытие эмалью, или когда деталь должна иметь особые
механические свойства (прочность или герметичность).
Кислородный процесс. Сущность способа заключается в следующем. Перед
заливкой оформляющую полость пресс-формы и камеру прессования
продувают кислородом (02), который замещает воздух и газообразные
продукты. При литье кислород, химически взаимодействуя с заливаемым
расплавом, переходит в окисел - твердую фазу, например при литье
алюминиевых сплавов AI2O3. Образовавшиеся в результате химической
реакции частицы окислов очень малы (менее одного микрона), а масса
их составляет 0,1-0,2% массы отливки. Окислы в расплаве находятся в
мелкодисперсном состоянии, их удается обнаружить только при
увеличении в 40 ООО х. Этот способ обеспечивает значительное
повышение качества отливок по пористости.
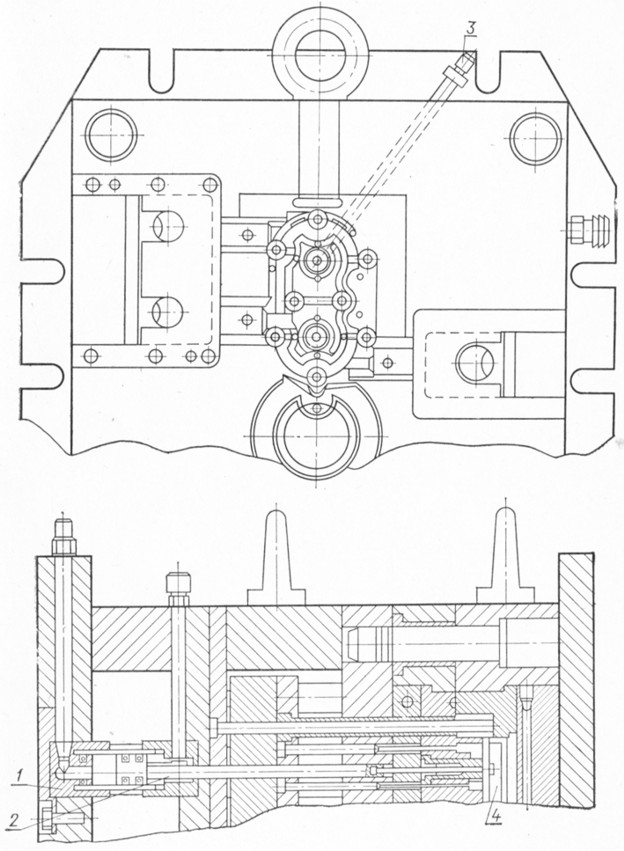
Пресс-формы с применением кислородного процесса имеют механизм
надежного впуска кислорода в оформляющую полость 4 и надежного
перекрытия отверстий, через которые поступает кислород. В подвижную
часть пресс-формы (рис. 79) встраивают специальный гидроцилиндр 1,
штоком 2 которого является один из неподвижных стержней.
Система предварительной продувки пресс-формы кислородом под
давлением 0,8-4,5 кгс/см2 работает следующим образом. При закрытии
пресс-формы конечный выключатель подает команду на подачу масла в
гидроцилиндр. Поршень, а вместе с ним и стержень (шток) 2 отходят
влево и открывают отверстие, через которое оформляющая полость
пресс-формы заполняется кислородом. Одновременно открывается клапан
подачи кислорода. После закрытия пресс-формы и по истечении
некоторого времени реле времени подает команду для работы
гидроцилиндра, поршень которого, перемещаясь вправо, устанавливает
стержень 2 в рабочее положение. При этом перекрывается отверстие для
подачи кислорода. Одновременно закрывается клапан подачи кислорода.
Литье под давлением черных сплавов. При затвердевании стали в
пресс-форме и требуемом по технологии охлаждении отливки, последняя,
уменьшаясь в размере, настолько плотно садится на выступающих частях
пресс-формы, что для удаления ее из пресс-формы требуются большие
усилия. Вследствие этого поверхности пресс-формы, которые обжимаются
отливкой, быстро изнашиваются. Температура стали во время заполнения
полости пресс-формы достигает 1600-1620° С, а температура формы
колеблется в пределах от 400-500° С, таким образом, формирование
отливок происходит при перепаде температур 1000° С и для устранения
дефектов усадочного характера в стальных отливках требуются
эффективные меры по питанию отливок. При литье стали под давлением
температурный перепад между расплавом и пресс-формой настолько
большой, что отливка немедленно затвердевает, как только расплав
касается стенки полости пресс-формы.
Рис. 79. Пресс-форма на головку компрессора
с устройством для кислородного процесса: 1 - гидроцилиндр, 2 - шток,
3 - штуцер, 4 - полость пресс-формы
Таким образом, вопрос стойкости пресс-формы имеет решающее
значение для литья под давлением сплавов черных металлов. В
настоящее время вопрос этот решается путем изыскания для пресс-форм
более стойких материалов и разработки более рациональных режимов их
термообработки, а также путем разработки режимов литья, уменьшающих
агрессивное действие расплава на материал пресс-формы и
обеспечивающих уплотнение структуры отливки.
В процессе изыскания режимов литья стали под давлением были
опробованы некоторые материалы для пресс-форм и выявлено, что
наиболее перспективными являются спекаемые и деформированные сплавы
на основе тугоплавких металлов - молибдена и
вольфрама.
Молибденовые сплавы обладают высокой прочностью при нагреве до 700°
С, низким коэффициентом теплового расширения, высокой
теплопроводностью и отсутствием структурных превращений в области
рабочих температур пресс-форм. В последнее время находят применение
сплавы, подвергаемые горячей деформации и термообработке. Эти сплавы
содержат 0,1-0,2% углерода, 0,1-0,5% циркония, 0,5-1,5% титана,
остальное - молибден.
Из изложенного видно, что изыскание материалов для пресс-форм
является в настоящее время наиболее важной задачей в проблеме
освоения и внедрения процесса литья стали под давлением.
Высокая стоимость молибденовых сплавов и еще недостаточно высокая
стойкость (1 000-3 000 запрессовок) формообразующих вкладышей
наложили свой отпечаток на конструкцию пресс-форм. Они представляют
собой блок из стальных обойм, плит нагревателей с размещенными в них
нихромовыми лентами, сменных взаимозаменяемых вкладышей и
унифицированных плит выталкивателей, направляющих колонок и втулок.
Такая конструкция позволяет до минимума снизить массу дорогостоящих
молибденовых вкладышей, сократить время на их замену прямо на
машине.