Литниковой системой называется совокупность всех каналов, по
которым расплав поступает под давлением в оформляющую полость
пресс-формы из камеры прессования литейной машины.
Литниковая система должна обеспечивать: наилучшее заполнение полости
пресс-формы без спаев и недоливов, получение отливок с минимальной
пористостью и хорошей чистотой поверхности, Удаление воздуха и газов
из полости пресс-формы в процессе заливки. Она не должна затруднять
обрубку и зачистку отливок, а также легко удаляться из пресс-формы.
Расход расплава на литниковую систему должен быть минимальным.
Различают два основных вида литниковых систем: внутреннюю (подвод
расплава осуществляется по внутреннему контуру отливки) и внешнюю (с
подводом расплава по внешнему контуру отливки) .
Внутреннюю литниковую систему применяют в одногнездных пресс-формах
для получения отливок, имеющих в центре свободную полость (кольца,
рамы, плиты, диски, втулки), или для отливок, имеющих глухую
полость, тогда литник подводят прямо в дно отливки. Для улучшения
качества отливок применяют сливные резервуары - промывники.
Устройство внутренней литниковой системы позволяет легко отделять
отливку от литника, не увеличивая при этом габаритные размеры
одногнездной пресс-, формы.
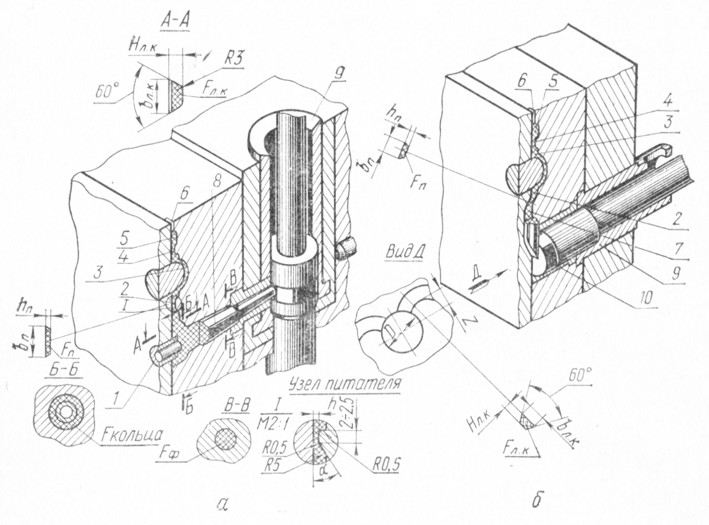
Рис. 71. Элементы литниковых систем для
камер прессования: а - вертикальной, б - горизонтальной
Внешняя литниковая система применяется в одно-гнездных и
многогнездных пресс-формах.
Выбор литниковой системы обусловливается выбором машины,
конструкцией отливки, сплавом.
К литниковой системе относится камера прессования 9, стояк 8 (рис.
71, а), литниковые каналы 7, питатель 2, промывник 5 (рис. 71,6). \
Камерой прессования называется резервуар, в который из раз3-даточной
печи заливается порция расплава, необходимая для заполнения полости
пресс-формы. Размеры камеры прессования выбирают в зависимости от
необходимых порций расплава и удельного давления.
Для получения годной отливки 3 в камеру прессования заливают расплав
с избытком.
После заполнения полости пресс-формы в камере остается небольшое
количество сплава, так называемый пресс-остаток 10. Наружный размер
пресс-остатка соответствует внутреннему диаметру камеры прессования,
высота его должна быть наименьшей с целью экономии сплава, но не
меньше диаметра входного отверстия литниковой втулки для машин с
вертикальной камерой и не меньше размера входного отверстия в
литниковый канал для машин с горизонтальной камерой. Для получения
наименьшего пресс> остатка и доброкачественной отливки необходимо
правильно определить порцию заливаемого в камеру расплава. Величина
пресс-остатка должна составлять 8-12% от порции расплава.
Пресс-остатки делятся на две части: технологическую, обеспечивающую
получение годной отливки и нерабочую, формирующуюся за счет корочки
затвердевшего расплава, которая образуется на стенке камеры
прессования за период заливки в нее расплава и в процессе
прессования. Нерабочая часть пресс-остатка не должна превышать 50%
технологической.
По стояку 8 расплав проходит от вертикальной камеры прессования 9 к
литниковым каналам 7. На машинах с горизонтальной камерой
прессования стояков нет.
Во внешней литниковой системе стояк доходит до плоскости разъема
пресс-формы. Во внутренней литниковой системе стояк направлен к
питателю, расположенному в верхней точке рабочей полости. У
плоскости разъема в поперечное сечение стояка (см. рис. 71) входит
рассекатель 1, который служит для направления струи в литниковые
каналы и извлечения стояка.
От стояка к питателю отливки расплав поступает по литниковому
каналу. Литниковые каналы должны иметь достаточный размер, чтобы
расплав, проходя по ним, не охлаждался и не терял скорость. Но очень
большие размеры могут привести к тому, что горячий расплав перегреет
пресс-форму. Обычно сечение литниковых каналов имеет трапецеидальную
пресс-форму.
Одним из важнейших элементов литниковой системы является канал, по
которому расплав поступает из литникового канала в отливку, -
питатель 2. Служит он для того, чтобы заполнить расплавом полость
пресс-формы с необходимой скоростью, а также облегчать отделение
отливки от литниковой системы.
Резервуар 5, выполненный в плоскости разъема подвижной или
неподвижной половины
пресс-формы и сообщающийся с полостью пресс-формы соединительным
каналом 4, ас внешней атмосферой вентиляционным каналом 6,
называется промывником, или сливным резервуаром. В промывник
поступает воздух из полости пресс-формы вместе с первой порцией
вспененного металла и с продуктами возгонки смазки пресс-формы.
Устройство промывника улучшает условия заполнения участков отливки с
небольшой толщины стенок, расположенных далеко от питателя, помогает
устранить неслитины, появляющиеся на поверхности отливок, что
нередко наблюдается на участках, удаленных от литника при отливке
крупных деталей коробчатого и корпусного типа. Кроме того,
промыв-ник служит для подогрева удаленных от питателя участков
пресс-формы в целях устранения дефектов поверхности, образующихся
при соприкосновении расплава с холодными стенками пресс-формы.
Назначение промывников требует, чтобы они были достаточно емкими.
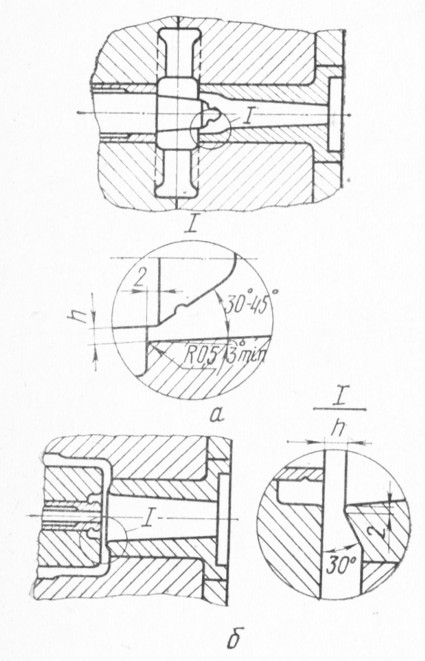
Рис. 72. Подвод металла по внутренней
литниковой системе через центр отливки (а) и через глухое дно (б)
При выборе литниковых систем необходимо правильно определить:
местоположение литника по отношению к отливке; площади сечения
геометрию элементов литниковой системы.
Выбор рационального положения литника является ответственной и
трудной задачей. На основании практики литник устанавливают так,
чтобы расплав заполнял полость пресс-формы с наименьшей потерей
скорости, т. е. чтобы на его пути не было лишних переходов от тонких
мест к толстым, поворотов и ударов струи; чтобы предохранить
сложные, дорогие части пресс-формы от преждевременного износа под
действием удара струи; чтобы отделение литника от отливки
производилось наиболее простым способом; чтобы струя расплава не
закрывала выход воздуха из полости пресс-формы.
При выборе внутренней литниковой системы подвод расплава можно
осуществлять через центр отливки (рис. 72, а). В этом случае
стержень, оформляющий отверстие в отливке, служит одновременно
рассекателем. Расплав можно подвести к отливке через глухое дно
(рис. 72, б), если отливка коробчатого типа. Стержень также является
одновременно рассекателем.
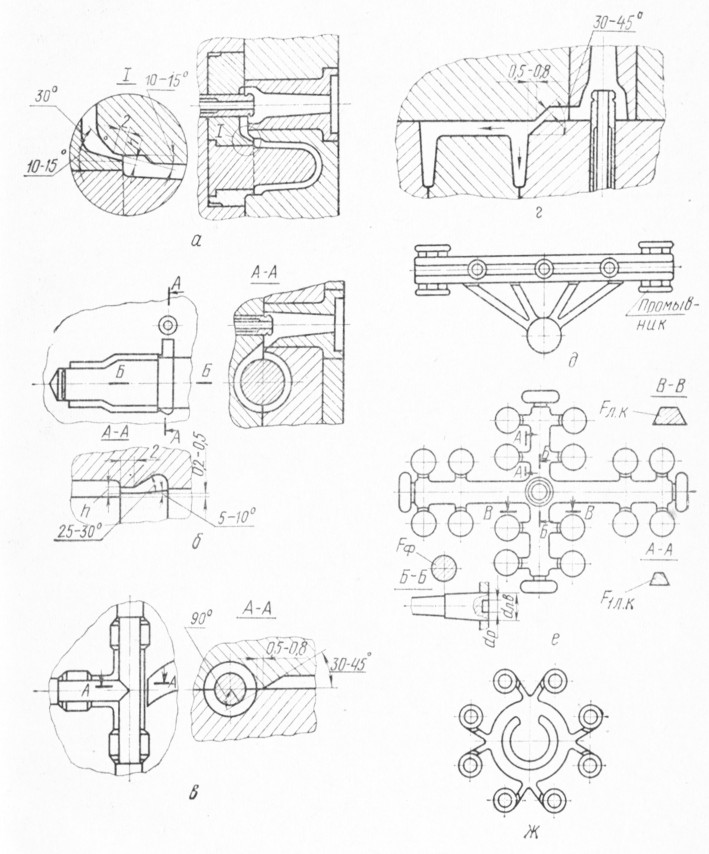
При выборе внешней литниковой системы подвод расплава можно
осуществлять разными способами в зависимости от конструкции отливки
(рис. 73).
При литье под давлением основным расчетным элементом литниковой
системы является сечение впускного канала питателя. Размеры питателя
влияют на режимы литья, и, следовательно, от них зависит качество
отливок. Площадь поперечного сечения питателя (м2) определяется по
формуле
Рис. 73. Подвод металла по внешней
литниковой системе: а - к глубокой полости, б - кольцевым литником,
в - при литье тройников, г - при литье отливок коробчатого типа, 3 -
литником с промывникщш (для удлиненных отливок), е, ж - в
многогнездных пресс-формах