|
|
||||||||||
 |
Литье под давлением. Методы литья, пресс-формы, литьевые машины. |
 |
||||||||
|
|
Машины для литья под давлением. | |||||||||
|
г. Саратов
|
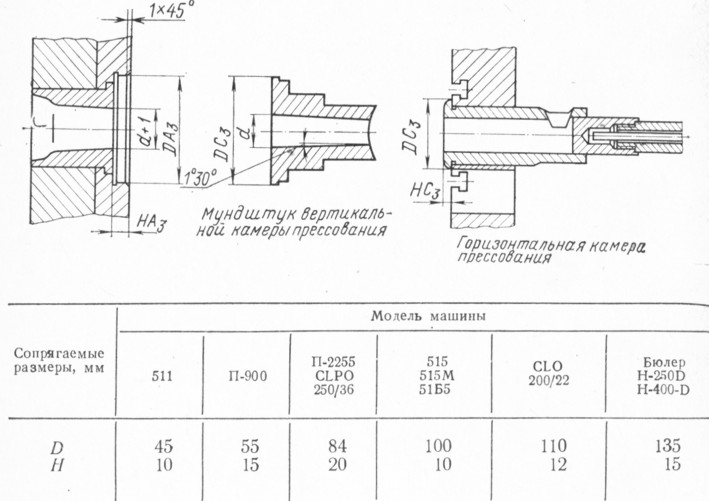
Машины с горячей камерой прессования. Установка пресс-форм на машины Перед установкой пресс-формы на литейную машину необходимо изучить чертежи и взаимодействие ее частей, характер крепления пресс-формы на машине, систему выталкивания отливок, а также проверить легкость перемещения подвижных частей пресс-формы вручную. Необходимо также проверить размеры гнезда под выступающую часть мундштука камеры прессования и убедиться в исправности машины и специальных подвижных подвесок, имеющихся на некоторых машинах.
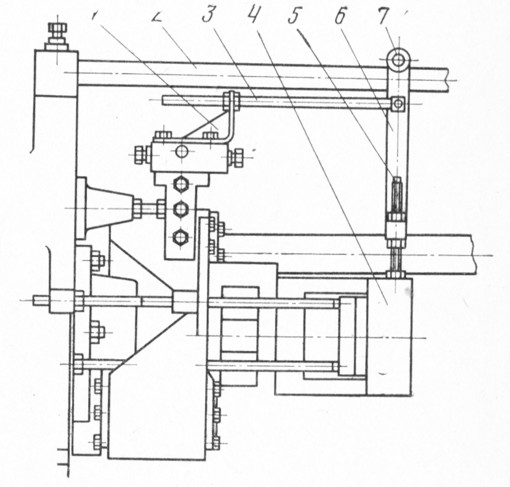
Рис. 27. Подвижная подвеска пресс-формы Специальные подвижные подвески пресс-форм (рис. 27) установлены
на верхней штанге 2 машины. Над штангой 2 между двумя планками 6 на
ось насажен ролик 7 с желобом. Планки 6 поперечными связями жестко
соединены между собой и двумя шпильками 5 скреплены с подвижной
частью пресс-формы 4. Между планками 6 закреплен толкатель 3,
опирающийся кронштейном 1 на верхнюю часть формодержателя. Подвижная
подвеска устраняет провисание подвижной части пресс-формы,
прикрепленной к формодержателю. Кроме того, подвеска в значительной
степени уменьшает износ направляющих и скользящих по ним втулок.
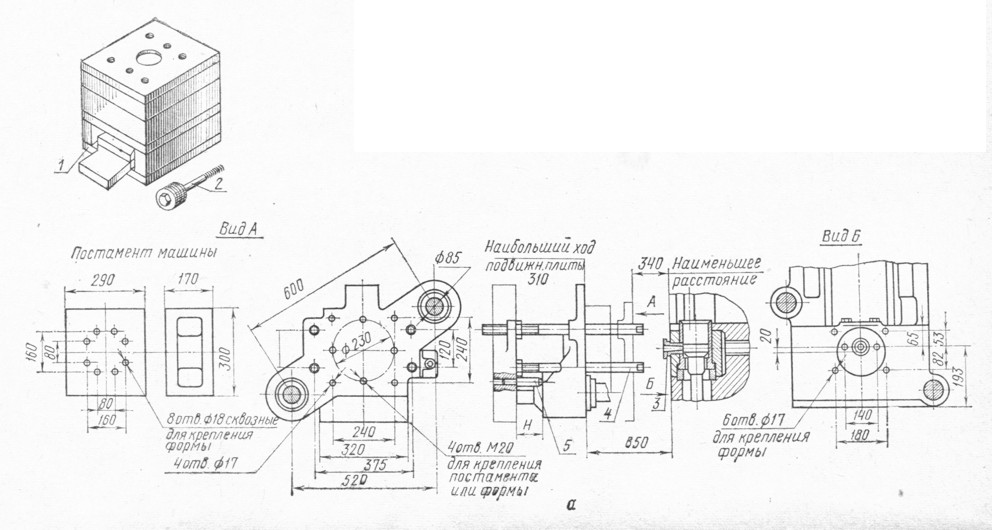
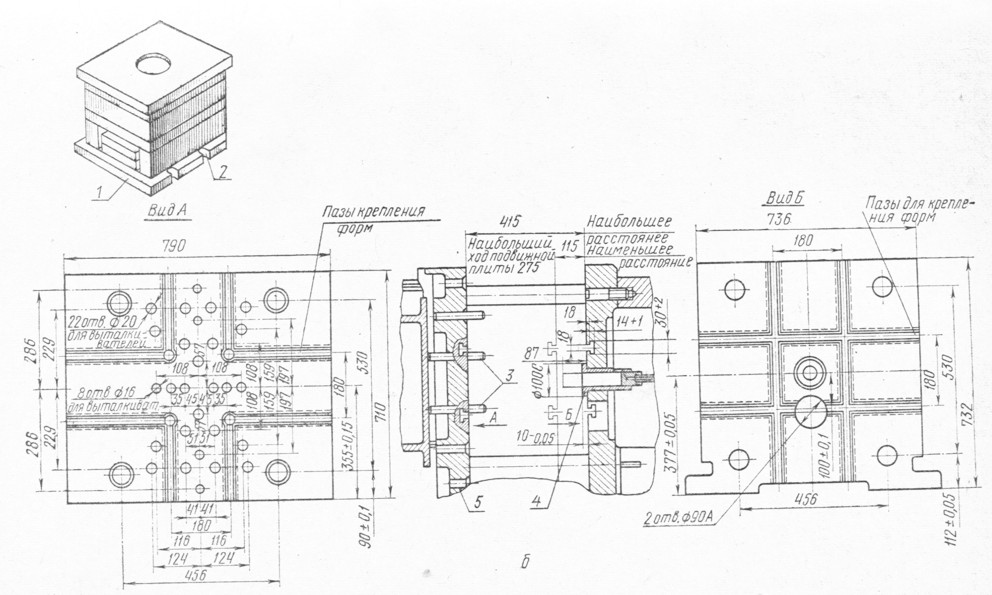
Рис. 28. Установка пресс-форм на машинах: а -машина 511: 1 - пресс-форма, 2 - крепежный болт, 3 - мундштук машины, 4 выталкиватели, 5 - упоры; б - машина 5.15М: 1 - форма, 2 - паз для крепления, 3 выталкиватели, 4 - мундштук машины, 5 - подвижный стол машины
После этого медленно подводят к пресс-форме подвижным стол машины
и крепят к нему подвижную часть пресс-формы. Затем затягивают болты
обеих частей пресс-формы, снимают поддерживающие пресс-форму тросы
грузозахватного приспособления и регулируют системы выталкивания
отливки, скорость закрытия пресс-формы и другие устройства. При этом
проверяют зазор между плоскостями разъема пресс-формы по всем
четырем углам, добиваясь, чтобы они были одинаковыми. Это необходимо
для обеспечения параллельности и соосности установки половин
пресс-формы. Перекос между подвижной и неподвижной половинами
пресс-формы допускается не более 0,05 мм на длине 100 мм.
|
|
||||||||
|
|
||||||||||
|
Размещение статей Силикон для смазки пресс-форм Как смазать пресс-форму Пресс-формы для выдува бутылок Все о металлах Теория и технологии сварки различных металлов
|
||||||||||