Машины с холодной горизонтальной
камерой прессования
Горизонтальное расположение камеры прессования более удобно и
позволяет упростить конструкцию литейных машин. Наиболее
распространены в промышленности машины с горизонтальной камерой
515М, 512Г, 5А14, 516М2, 71107, 71108, чехословацкие машины CLOO,
машины итальянских фирм "Триульци", "Идра", машины швейцарской фирмы
"Бюлер" и западногерманских фирм "Вайнгартен" и "Вотан".
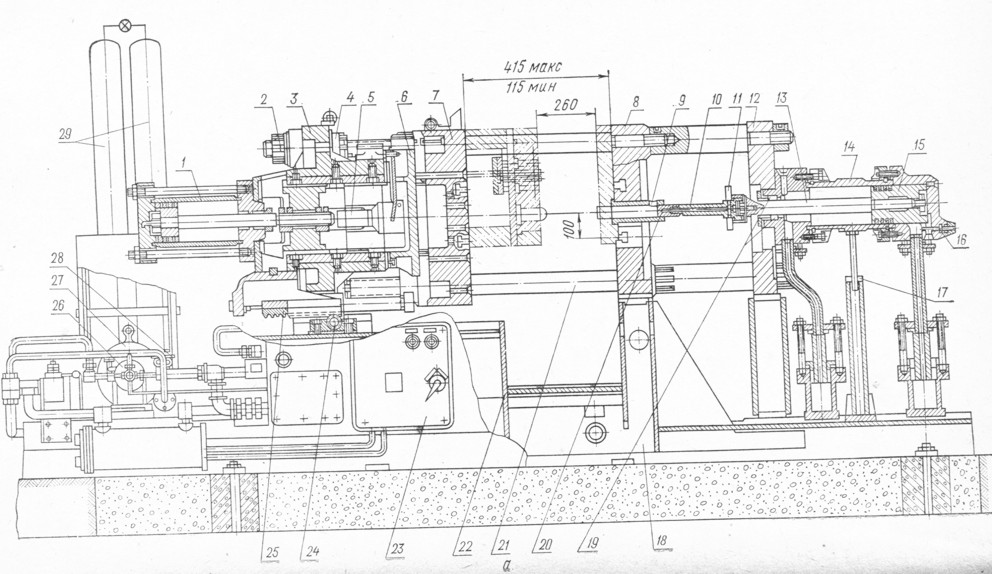
Устройство и работа узлов машины 515М. Машина (рис. 20) состоит из
двух горизонтальных гидравлических блоков: левого, закрывающего
пресс-форму, и правого, запрессовывающего расплав в пресс-форму и
удаляющего из камеры прессования остаток сплава.
Оба блока смонтированы на сварной станине 18, внутри которой
установлен бак 22 с рабочей жидкостью. Насос 26 и аккумуляторы 29
также установлены на станине 18. Жидкость подается в цилиндр 1,
поршень которого передает движение через систему рычагов 5 на
подвижную плиту 7, перемещающуюся по четырем направляющим штангам
21. Таким образом происходит запирание пресс-формы, причем система
рычагов занимает "мертвое" положение, и при заливке расплава
пресс-форма не раскроется. Отливка выталкивается плитой 6.
Камера прессования 9 (заливочный стакан) закреплена в неподвижной
плите 8. Прессующий плунжер 20 соединен со штоком 13 поршня 15 через
стержень 10, который имеет штуцер 11 для подачи и отвода воды,
охлаждающей плунжер. Весь прессовый механизм, закрепленный на
неподвижной плите 12, может перемещаться по вертикали с помощью
винтового подъемника 17 (домкрата).
Преимуществом машины является двухступенчатая скорость движения
прессующего плунжера. Сначала поршень движется медленно, но с
поступлением расплава в пресс-форму.автоматически включается
дополнительный приток жидкости, вследствие чего давление на поршень
и скорость его движения возрастают. В результате подобного
распределения скоростей уменьшается захват воздуха и улучшается
качество отливок.
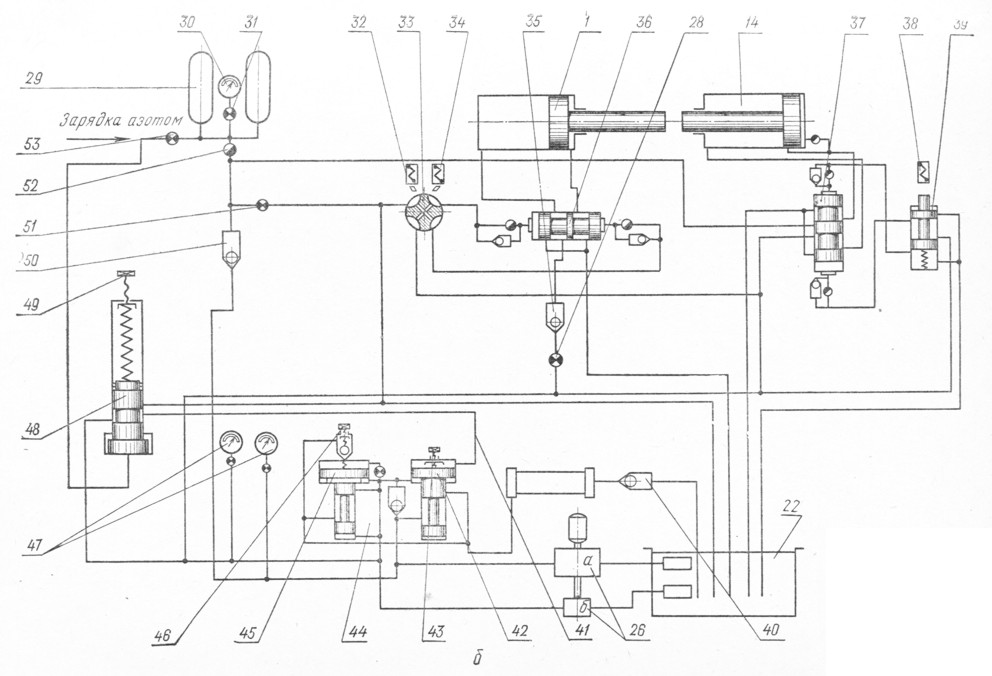
Насос 26 состоит из двух сидящих на одном валу лопастных насосов а и
б с подачей соответственно 150 и 25 л/мин и давлением 17 и 65 ат.
Жидкость (масло) в цилиндры 1 я 14 распределяется при помощи двух
золотников 36 и 37; поршни которых перемещаются от четырехходового
золотника 39 с электромагнитным управлением поворотом крана 33.
Насос подает масло в систему через панель 44, которая служит для
разделения потока масла, подаваемого лопастными насосами, и для
предохранения их от перегрузки. При давлении масла в сети,
превышающем настройку пружины клапана низкого давления 43 (17 аг),
поток масла автоматически разделяется. Если давление в сети
превышает 17 ат, то насос с большей подачей 150 л/мин разгружается.
При давлении, превышающем 17 ат, жидкость, подаваемая обоими
насосами, попадает в гидросистему. Этого давления достаточно для
перемещения подвижной плиты в обе стороны и для возврата прессующего
поршня в исходное положение. Максимальное давление в системе 65 ат
поддерживается работой насоса с подачей 25 л/мин.
Аккумулятор 29 представляет собой стальной баллон, объем ко-того на
'/з заполнен инертным газом - азотом, а остальной объем занят
маслом, находящимся под давлением 65 ат. Масло, поступающее из
аккумулятора, перемещает поршень цилиндра при прессовании вперед со
скоростью 0,9-1,0 м/с и давит на поршень до раскрытия пресс-формы.
При повышении в системе давления поток масла разделяется. При этом
труба 41 соединена с баком 22 и давление в сети аккумулятора не ниже
давления настройки регулятора 48. При понижении давления поршень
золотника 45 разделительной панели 44 переместится в крайнее верхнее
положение и соединит лопастной насос с подачей 25 л/мин с
аккумулятором 29. Труба 41 в этом случае окажется под давлением,
поршень золотника 42, разгружающий насос с подачей 150 л/мин, займет
крайнее нижнее положение и поток масла от двух лопастных насосов
пойдет на зарядку аккумулятора. Работа обоих насосов под давлением
65 ат требует мощности 25 кВт. На машине установлен электродвигатель
14 кВт. Допустима почти двойная перегрузка, так как зарядка
аккумулятора длится всего 1,5 с.
Зарядку аккумулятора производят следующим образом: открывают вентили
52 и 51 для спуска масла в бак 22. Оставшийся азот заполняет
свободное пространство. Баллоны с азотом при давлении 150 ат
соединяют с помощью трубопроводов с одним из вентилей 53, затем
открывают вентиль баллона и азот, находящийся под давлением 150 ат,
из баллона поступает в аккумулятор, давление в котором показывает
манометр 30, включаемый вентилем 31. При показании манометра 32-35
ат первый этап зарядки аккумулятора заканчивают, т. е. отсоединяют
трубопроводы, предварительно закрыв вентиль азотного баллона. Затем
запускают электродвигатель 27 масляного насоса для повышения
давления в аккумуляторе (siupw этап зарядки) до 65-70 ат, после чего
электродвигатель масляного насоса останавливают и закрывают вентили
51 и 52. Зарядка аккумулятора считается законченной.
Рис. 20. Машина 5151 с холодной
горизонтальной камерой прессования: а - разрез по оси машины, б -
схема гидропривода
Включение масляного насоса осуществляют следующим образом:
открывают запорный вентиль 28, регулирующий скорость сближения
половин пресс-формы, затем включают электродвигатель нажатием кнопки
"Пуск" на коробке управления. Включение насоса производят в обратном
порядке: нажимают на кнопку "Стоп" и закрывают вентиль 28. Во
избежание разноса включать электродвигатель, не открыв запорный
вентиль 28, категорически запрещается.
Перед включением машины нужно открыть вентиль 52, регулирующий
скорость перемещения плунжера прессующего механизма, а также
запорный вентиль 28, затем включить электродвигатель, нажав кнопку
"Пуск" на коробке управления 23. Для полуавтоматической работы
необходимо установить переключатель режима работы в положение
"полуавтоматический режим". Цикл начинается с перемещения подвижной
плиты после нажатия на две кнопки "Закрытие пресс-формы" пульта
управления. При этом происходит возбуждение электромагнитов 32 и 34,
результатом чего является поворот крана управления 33. Масло от
насоса поступает в левую полость золотника 36, перемещая его плунжер
вправо. После того как плунжер золотника 36 займет крайнее правое
положение, левая полость цилиндра 1 сближения пресс-форм окажется
под давлением, а правая будет соединена с баком 22. Давление в сети
17 ат. В конце закрытия формы давление в сети возрастает до 65 ат.
При закрытии пресс-формы срабатывает конечный включатель 43,
подготавливая электрическую цепь включения операции "Прессование".
Это обеспечивает безопасность работы: пока обе половины пресс-формы
не закроются, прессование не происходит. После заливки расплава в
камеру прессования 9 (заливочный стакан) мерной ложкой нажимают
кнопку "Прессование" или ножную педаль. , !
Рабочий цикл машины длится от 20 до 150 с в зависимости от массы и
размера отливки. Этот цикл включает следующие операции: сближение
половин пресс-формы (3 с), заливку расплава (5- 12 с), прессование
(2 с), выдержку для охлаждения отливки (3- 120 с), раскрытие
пресс-формы и выталкивание отливки (2 с) возврат плунжера в исходное
положение (2 с), подготовку пресс-формы (3-10 с). Из семи операций
только две - заливка расплава и подготовка пресс-формы - ручные.
Пресс-форму на машину подают с помощью электротельфера или
крана-балки. Устанавливают пресс-форму между направляющими штангами
21 на выступающий буртик камеры прессования 9 специальным отверстием
в плите пресс-формы, затем выравнивают (или центрируют) относительно
неподвижной плиты 8 и дожимают вручную подвижной плитой 7, рейкой 25
и валиком 24. Затем прессформу крепят к плитам машины с помощью
специальных прихватов.
Подвижная половина пресс-формы перемещается цилиндром сближения 1,
управляемым реверсивным золотником 36. Прессующий плунжер 20
перемещается поршнем 15 цилиндра прессования 14, управляемым
золотниками 37 и 39. При этом расплав запрессовывается в отличие от
других операций от аккумулятора 29, назначение которого -
перемещение поршня 15 с большой скоростью при высоком давлении и
создание усилия в течение всего процесса заливки и затвердевания
расплава вплоть до раскрытия пресс-форм.
Пресс-остаток выталкивается прессующим плунжером 20 в момент, когда
прессующий цилиндр занимает крайнее левое положение.
В комплект машины входят три камеры прессования с диаметрами 40, 50
и 65 мм. Выбор одного из них зависит от размеров отливки и
вместимости пресс-форм. Установку и съем камер прессования
осуществляют следующим образом. В гнездо, имеющееся в неподвижной
плите 8 со стороны пресс-формы, вводят камеру прессования 9. С
противоположной стороны неподвижной плиты 8 в отверстие камеры
вставляют прессующий плунжер 20, камеру прессования подают до упора
заплечиками о плиту 8 и закрепляют прессующий плунжер 20 с помощью
натяжной самоцентрирующейся муфты 19 со штоком 13 прессующего поршня
15.