Ремонт реверсредуктора, валопровода и движителя на катерах и яхтах
Основными дефектами реверсредукторов являются износ муфт включения,
гнезд под подшипники, подшипников, шестерен, шеек валов, шлицевых
соединений. Замену фрикционных накладок ведомых дисков сцепления или
ведомых дисков двухдисковых редукторов серий СРРП и РРП следует
производить в случае, если износ накладок достиг такой степени,
при которой расстояние от заклепок до рабочей поверхности уменьшится до
0,2-0,3 мм, а также при торцевом биении рабочих поверхностей более 0,5-
0,7 мм.
При замене накладок аккуратно высверливают старые заклепки; в случае,
если отверстия под заклепки "разбиты", ставят новые заклепки (материал
заклепок - латунь) увеличенного размера.
После замены накладок желательно проверить дисбаланс диска. Для этого
диск насаживают на оправку (в качестве оправки для диска автомобильного
сцепления можно использовать первичный вал коробки передач) и установить
его на ножи или на точные цилиндрические опоры, расположенные
горизонтально. Не горизонтальность опор не должна превышать 0,03 мм на
длине 1 м. При отсутствии точного уровня ножи устанавливают таким
образом, чтобы помещенный на них валик, заведомо не имеющий дисбаланса
(например та же оправка), находилась в состоянии равновесия (не
скатывался с ножей).
Если ножи выставлены по точному уровню, то дисбаланс проверяют по весу
грузика, укрепляемого в наиболее легкой части диска, при установке
которого диск придет в состояние равновесия. Допустимый дисбаланс
определяется как произведение веса грузика на расстояние от места его
установки до оси оправки. При этом у тихоходных двигателей, имеющих
максимальную частоту вращения, менее 2600-2600 об/мин (ГАЗ-51),
допустимый дисбаланс составляет 30-40 г- см, у среднеоборотных (ГАЗ-53,
ЗИЛ-1.30, М-21) 20-30 г -см, а у высокооборотных - менее 20 г -см
(ЗМЗ-24, УМЗ-412). Для определения дисбаланса можно пользоваться одно- ,
двух- , трех -и пятикопеечными монетами, имеющими соответственно вес 1,
2, 3 и 5 г, причем прикреплять их следует с помощью липкой ленты;
Повышенный дисбаланс устраняют установкой балансировочных грузиков с
легкой стороны диска.
В случае, если ножи выставлялись приближенно, после определения легкого
места в диске его, сначала поворачивают на 90° в одну сторону (например,
по часовой стрелке) и определяют вес грузика, приводящего к равновесию,
после чего поворачивают на 180° и вновь определяют вес грузика. Момент
от дисбаланса определяют по полусумме обоих весов. Значительная разность
результатов измерений указывает на недостаточную точность установки
ножей.
У угловых реверсрёдукторов (УРР-20, -22) наиболее подвержены износу
торцевые кулачки, расположенные как на шестернях, так и на каретках
синхронизаторов. За счет постепенного, скругления уменьшается площадь
соприкосновения, исчезает поднутрение, в результате чего при повышении
нагрузки кулачки выходят из зацепления. Обычно это наступает тогда,
когда радиус скругления достигает 3-4 мм. Кулачки у этих
реверсредукторов выполнены с большим запасом прочности, что позволяет
провести три-четыре ремонта путем шлифования по высоте и по рабочей
грани (угол поднутрения 3°). Обработку следует вести до тех пор, пока
средний размер фасок на вершинах передних граней не будет равен 1,5 мм.
.Дальнейшая обработка нецелесообразна, так как при этом снимается лишний
металл, а после нескольких десятков включений все равно окажется
изношенной вершина кулачка и образуется скругление радиусом 1-1,5 мм.
Шлифование лучше всего выполнять на заточном станке, оборудованном
хорошей делительной головкой, или на обычном плоскошлифовальном.
Причиной быстрого износа кулачков является износ (ослабление) шести
радиальных пружин или конических бономов, при помощи которых
регулируется усилие прижатия конических поверхностей синхронизаторов.
Повысить момент, развиваемый синхронизатором, можно путем усиления
поджатая радиально расположенных пружин или изготовления пружины из
проволоки несколько большего диаметра.
Если в качестве реверсредуктора используется автомобильная коробка
передач, то самопроизвольное выключение передач, имеющих синхронизаторы,
указывает на износ торцев зубчатого венца, зубьев муфты синхронизаторов
и торцевых поверхностей вилки переключения передач, а выключение
передач, не имеющих синхронизаторов, на износ торцев зубьев шестерен.
Неисправности устраняют путем замены деталей, хотя в некоторых случаях
удается восстановить работоспособность поворотом муфты синхронизатора на
180° с соответствующим разворотом вилки переключения. Это относится к
муфтам переключения 3-4-й передачи для четырехступенчатых коробок и
2-3-й передачи для трехступенчатых.
На долговечность работы редуктора существенное влияние оказывает износ
подшипников и нарушение их посадок в корпусе и на валу. Поэтому следует
эпизодически проверять люфт валов в радиальном направлении. Люфт
проверяют около подшипников с помощью индикатора, покачивая вал при
помощи небольшого рычага; люфт более 0,05 мм указывает на чрезмерный
износ подшипника или нарушение посадок. Одновременно необходимо
проверить осевой люфт, который должен быть не более 0,5 мм. Если при
чрезмерном радиальном люфте для выпрессовки подшипника с вала или
корпуса необходимо приложить определенное усилие, это означает, что
подшипник необходимо заменить. Нарушение посадок возникает, как правило,
из-за отклонения от заданных размеров, неправильного выбора посадок или
неправильного монтажа подшипников (запрессовки подшипников ударом
молотка со значительными перекосами). В этом случае подшипник
проворачивается относительно вала или корпуса, следы чего хорошо заметны
при разборке.
Восстановить посадку на валу можно путем хромирования шеек с
последующим шлифованием [9]. Можно попытаться восстановить посадку на
концах вала путем наварки и последующей механической обработки. Если
изношено отверстие в алюминиевом корпусе, ремонт должен заключаться в
установке ремонтных колец, так же как для насосов.. Заметим, что этот
простой способ позволяет с высокой точностью восстанавливать изношенные
шейки и отверстия даже в домашних условиях [9].
В тех случаях, когда подшипники имеют определенный запас по нагрузкам,
ремонт можно осуществить путем замены подшипника более легкой серии
(например, № 206 вместо № 306); такие подшипники при том же диаметре
отверстия под вал имеют меньший наружный диаметр. Для запрессовки такого
подшипника в корпус изготовляют ремонтную втулку, наружный диаметр
которой на 0,08-0,1 мм больше размера изношенного отверстия. При
запрессовке такой втулки ее внутренний размер уменьшится, поэтому его
выполняют на 0,05 мм больше наружного диаметра подшипника. Точное
изменение размера при запрессовке зависит от большого числа факторов,
поэтому рассчитать его трудно. Возможно, что "поймать" размер под
подшипник после запрессовки удастся только после нескольких попыток.
Аналогичным образом можно ремонтировать вал в случае износа его шеек.
Однако в этом случае применяют подшипники следующего номера (например, №
207 вместо № 206 и т. д.), имеющие большие размеры отверстия, но
совпадающие по наружному диаметру.
В походных условиях можно на некоторое время уменьшить люфт, если на
изношенную поверхность нанести большое число лунок при помощи керна
(расстояние между лунками 2 мм). Рядом с лунками образуются валики
выпученного металла, на которые и будут опираться кольца подшипников.
Перед запрессовкой на изношенную поверхность наносят слой эпоксидной
смолы, смешанной с порошком алюминия или железа.
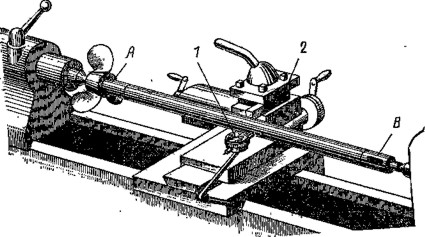
- Часто в "процессе эксплуатации катера возникает деформация гребного
вала, вызванная столкновением с подводными препятствиями. Погнутые
гребные или промежуточные валы проще всего править на токарном станке
(рис. 48) или в приспособлении (рис. 49). Для этого вал с винтом
устанавливают в центрах станка и измеряют его прогиб с помощью
индикатора, укрепленного в суппорте. Если нет индикатора, можно
использовать коннус поперечной подачи, последовательно подводя суппорт к
валу и поворачивая его в центрах. Максимальная разность показаний
коннуса или индикатора есть удвоенная величина прогиба.
Концы гребного вала имеют резьбу и могут быть погнуты при затягивании
гаек. Эта погнутость внесет погрешность в измерение общего изгиба вала.
При этом более важным является биение вала относительно его опорных шеек
А и В (см. рис. 48), а не относительно центровых отверстий,
расположенных в резьбовых концах. "
Если правка производится относительно центровых отверстий, то их вначале
следует выправить.
При правке вала следует иметь в виду, что упругие деформации вала при
большой его длине могут достигать 10-20 мм, поэтому перемещение суппорта
или нажимного болта при- правке в призмах складывается из упругого
прогиба и половины биения вала.
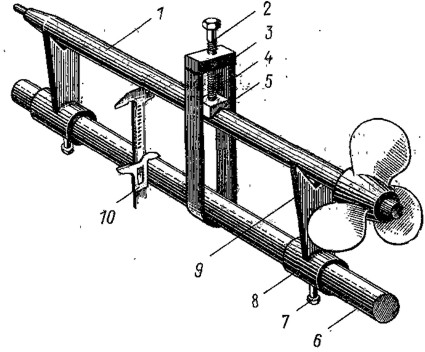
Рис. 49. Приспособление для правки гребного
вала. 1- гребной вал. 2-винт М16; 3-поперечина (сталь 6=15-20); 4-колоса
(6=3 t- 4); S-призма: 6-штанга (пруток, диаметр не менее 1.3 диаметра
вала, или труба, диаметр не менее 1.5 диаметра вала). 7-винт стопорный;
&-труба; 9-призма (6=3 + 12, приварить к трубе 8); 10-штангенциркуль.
Правка производится путем надавливания бруском мягкого металла,
зажатого в суппорте. Усилие прикладывается в месте с наибольшим биением.
Перемещение суппорта на первом этапе составляет 0,9 упр, после чего
суппорт возвращается в исходное положение. Если при этом зазор между
валом и бруском не появился, т. е. правка не осуществлена, операцию
повторяют, но перемещение увеличивается на половину биения. После
образования зазора при возврате суппорта в исходное положение каждое
последующее его рабочее перемещение увеличивают по сравнению с
предыдущим на максимальный прогиб за вычетом появившегося зазора.
После этого вал еще раз проверяют в двух плоскостях. Допустимое биение
валов диаметром 28- 35 мм в районе муфты, винта, опорной шейки и
дейдвудного сальника составляет 0,15-0,3 мм, в остальных местах 0,3-0,5
мм (меньшие цифры относятся к валам длиной менее 1200 мм). При
необходимости правку следует повторить с учетом того, что положение
места с максимальным прогибом может быть другим. В тех случаях, когда
основной изгиб вала происходит в районе заднего опорного подшипника,
целесообразно вставить весь вал до шейки опорного подшипника в шпиндель,
а правку производить упором в ступицу винта. Попытка выполнить правку
без гребного винта приведет к изгибу конуса под винт, и после
напрессовки винта вновь возникнет некоторый прогиб вала. Поскольку вылет
вала в этом случае невелик, а жесткость вала достаточно высока,
первоначальное перемещение суппорта можно принять равным прогибу вала.
Чтобы предотвратить повреждение поверхности вала кулачками патрона,
рекомендуется обертывать вал медной или алюминиевой полосой.
Правка вала в приспособлении (см. рис. 49) происходит за счет усилия,
развиваемого винтом. Прогиб определяется по изменению расстояний между
валами с помощью штангенциркуля. При этом необходимо учитывать, что
одновременно с валом изгибается и штанга.
Остальные операции аналогичны операциям при правке вала на токарном
станке.
Другим видом ремонта вала является восстановление резьбы (как правило,
при помощи наплевки с последующей механической обработкой) и ремонтная
ношенной шейки сальника. Ремонт шейки лучше всего производить путем
установки втулки из нержавеющей стали на эпоксидной смоле (подробно см.
в разделе, посвященном ремонту насосов).
Характерными повреждениями гребных винтов являются погибы лопастей,
частичное или полное обламывание лопастей, появление трещин и т. д.
Причиной повреждений в большинстве случаев являются удары лопастей о
твердые предметы. Однако нередки случаи обламывания лопастей или их
отдельных частей без видимых внешних причин. Как и в гребных валах,
такие поломки возникают вследствие усталостных трещин под действием
знакопеременных нагрузок.
Однако знакопеременные нагрузки могут привести к поломке (при правильно
выбранной толщине Допасти) только в сочетании с другими факторами,
-такими как появление внутренних напряжений в процессе проведенного
ранее ремонта путем правки лопасти в холодном состоянии, Заварка трещин
без последующего отжига и т. д.
Таким образом, технология ремонта латунных винтов оказывает существенное
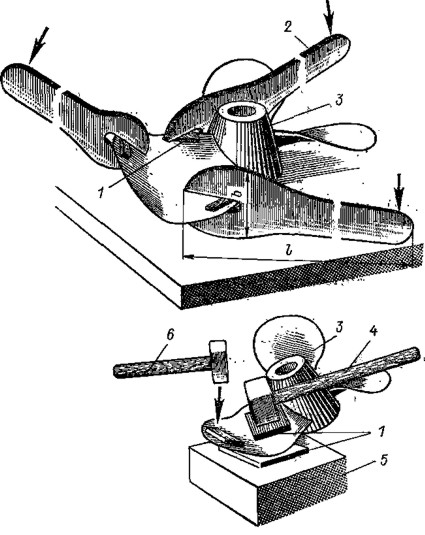
влияние на их дальнейшую работоспособность. Холодную правку можно
'Производить, если радиус загиба лопастей не менее 1;"-20 толщин, причем
гибку лучше осуществлять , при помощи двух-трех рычагов длиной до 1 м,
имевших на концах прорези глубиной 6-8 см, надеваемые на кромки винта
(см. рис. 50). Можно воспользоваться тисками, универсальным съемником
для подшипников или любым прессом. При правке ударами для устранения
наклепа и уменьшения деформации лопасти лучше наносить удары свинцовой
кувалдой или пластиной из отожженной меди или Мягкого алюминия (рис.
50). Правку выполняют наковальне или любом тяжелом предмете, одерживая
другой конец лопасти тяжелой кувалдой. При большей деформации
лопасти правку необходимо вести с нагревом; температура нагрева при
горячей правке для латуни ЛМЦЖ 55-3-1 составляет 550 700°, для ЛАМЦЖ
67-2-2 600-750 "С [8]. Подогрев до меньших температур фактически
бесполезен, поскольку при этом условии правка будет незначительно
отличаться от холодной обработки. Нагрев следует вести в горне или в
печи, так как обеспечить плавный и равномерный нагрев' при помощи
ацетиленовых горелок обычно не удается. После правки обязательно нужен
отжиг для снятия термических напряжений. Отжиг выполняют при медленном
нагреве (не более 100°/ч) до температуры 350-400°С для латуни ЛМЦЖ
55-3-1 и 500-550°С для ЛАМЦЖ 67-5-2-2, с последующим, медленным
охлаждением вместе с печью (скорость охлаждения не более 50°/ч).
Рис. 50. Правка гребных винтов 1
подкладная планка (медь, алюминий):; 2-рычаг (сталь листовая, 6= 10 мм
при толщине лопасти до 5 мм; =600 мм, В=60 мм при толщине до 80 мм
="1000 мм, 5=80 мм); винт; 4-кувалда тяжелая; 5-накоаальая; 6-кувалда
легкая.
Очень часто при ремонте гребных винтов применяют сварочные работы.
Наиболее целесообразно производить сварку в среде аргона, однако
удовлетворительные результаты получаются и при обычной газовой сварке,
только горелку необходимо отрегулировать на окислительное пламя. Это
предотвратит появление водорода в пламени, наличие которого приводит к
резкому ухудшению прочности сварного шва. В качестве присадки лучше
всего применять проволоку на алюминиевых бронз.
После сварки также целесообразно выполнить отжиг; для латуни ЛМЦЖ 55-3-1
вместо отжига допускается проколачивание шва в холодном состоянии до
появления заметных вмятин по всей поверхности "ива.
Стальные винты, особенно изготовленные из нержавеющих сталей типа
1Х18Н10Т, значительно менее чувствительны к остаточным напряжениям после
гибки и сварки, поэтому применение отжига для них необязательно. Сварка
винтов из алюминиевых спла-80В производится в среде аргона в пламени
газовой Горелки с применением специальных флюсов (АФ-4А), присадочный
материал тот же, что и основной металл. После сварки винт желательно
нагреть до 300-350 °С и медленно охладить для снятия остаточных
напряжений.
В процессе ремонта следует обратить особое внимание на восстановление
первоначального шага лопасти. Средний шаг лопасти определяется как
среднее арифметическое значение шагов на пяти относительных радиусах Ri/0,5D
= 0,3 Н- 0,5; 0,7; 0,8; 0,95. Контроль шага исправляемой лопасти лучше
всего вести по шагу недеформированной лопасти того же винта, причем шаг
в каждом сечении не должен отличаться более чем на 2-5%, а средний шаг -
более чем на 1,5-4% (для глиссирующего судна погрешности не должны
превышать минимальных из указанных значений).
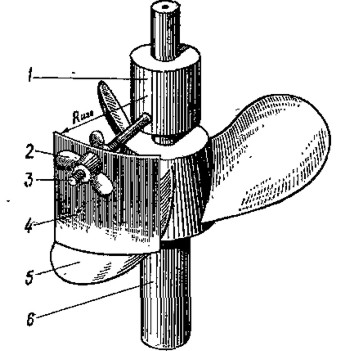
При ремонте удобно пользоваться простейшим приспособлением (рис. 51),
состоящим из оправки 6, имеющей коническую поверхность под отверстие в
винте, и двух цилиндрических поверхностей (эта же оправка в дальнейшем
используется для балансировки винта). По меньшей цилиндрической шейке
свободно перемещается втулка 1, к которой приварена шпилька 3, имеющая
длину несколько больше радиуса винта. На шпильке крепится шаговый шаблон
4 с помощью гаек-барашков. Шаблон изгибают приблизительно по
проверяемому радиусу , подводя до упора в нагнетающую поверхность
неповрежденной лопасти и фиксируют гайками-барашками. Подняв втулку /,
шаблон подводят поочередно к другим лопастям, проверяя зазор между ним и
лопастью. Затем шаблон перемещают на другое сечение лопасти, изгибая его
при этом по новому радиусу. Для винтов диаметром 300-400 м зазор между
лопастью и шаблоном не должен превышать 0,5-1,5 мм.