Водо-водяные холодильники по конструктивному исполнению могут быть
разделены на две группы: внутренние, размещенные внутри корпуса, и
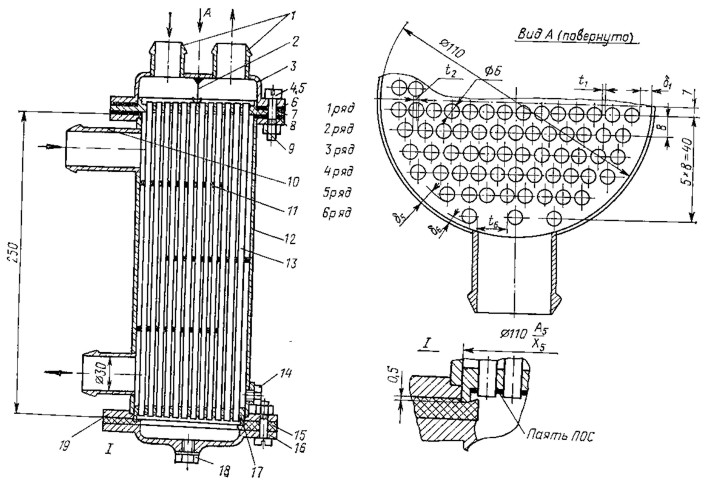
забортные, расположенные снаружи, ниже ватерлинии. На рис. 4 представлен
конструктивный пример внутреннего холодильника для двигателя мощностью
70-80 л. с. При использовании трубок с внутренним диаметром 4-5 мм
поверхность теплообмена выбирается из расчета 45-55 см2 внутренней
поверхности трубок на 1 л. с. мощности двигателя.
Корпус холодильника изготовляется из доступных листовых материалов
(сталь, медь, латунь, АМГ) сваркой, пайкой твердым припоем ПМД или даже
легкоплавким припоем ПОС (ПОССу). Естественно, что корпус может быть
выполнен и с помощью литья; трубчатая секция собирается при помощи пайки
припоем ПОС. Учитывая, что отверстия и трубки перед сборкой необходимо
олудить, диаметр сверления под трубки целесообразно увеличить на 0,1-0,2
мм. В случае изменения числа трубок их следует располагать так, чтобы
суммарный боковой зазор В у всех рядов был по возможности одинаковым.
Увеличение этого зазора уменьшит скорость протекания воды по внутреннему
контуру, что приведет к ухудшению теплообмена. Уменьшение же зазора
повлечет за собой увеличение гидравлического сопротивления, что, как уже
говорилось, недопустимо. Из этих же соображений минимальный диаметр
трубопровода внутреннего контура не следует выбирать меньше d = 0,35-у/N
, а при длине трубопровода более 0,5 м - меньше d = 0,4д/^, (здесь N -
мощность, л. е.). Поперечное сечение канала холодильника В, см2.
Для улучшения теплоотдачи трубки следует располагать в шахматном
порядке. Отверстия под трубки во фланцах и в дефлекторных ребрах
сверлятся совместно, верхний и нижний фланцы, а также концы трубок
олуживают припоем ПОС. В качестве флюса служит травленная цинком соляная
кислота. При пайке целесообразно пользоваться электрическими паяльниками
мощностью 250 Вт. Олуженные трубки вставляют в дефлекторные ребра и
фланцы; полученную трубчатую секцию помещают в корпус без прокладки и
выравнивают положение нижнего фланца, который должен выступать на (б +
1) мм (б - толщина прокладки). Далее производят пайку трубок припоем
110С. Учитывая высокую теплопроводность трубок, место пайки
дополнительно прогревают пламенем паяльной лампы или газовой горелки.
Место пайки для получения более чистого шва эпизодически смачивают
травленой кислотой, удаляя образующуюся темно-коричневую соль.
Припаивают фланцы, вынимают трубчатую секцию и припаивают к трубкам в
трех-четырех местах дефлекторные ребра. Затем устанавливают прокладку,
крышку и соединяют все болтами. После этого производится подгонка
буртика под размер 0,5 мм с притуплением острых кромок, чтобы
обеспечивалась надежная герметизация нижнего соединения.
В случаях, когда размеры холодильников изменяются или когда используются
готовые теплообменники (авиационные, от автомобильных отопителей), при
определении требуемой площади охлаждения необходимо иметь в виду, что
основное значение для интенсивности теплообмена имеет скорость течения
жидкости. Так, если размер В увеличить в два раза (при тех же диаметрах
и числе трубок), то интенсивность теплообмена уменьшится на 30%. Если
одновременно увеличить в два раза диаметр трубок, ухудшится теплоотдача
и со стороны забортной воды. В этом случае суммарный эффект ухудшения
теплообмена будет таков, что придется увеличить в" два раза поверхность
теплообмена. Как уже говорилось, уменьшать размер В нельзя. Во избежание
увеличения сопротивления внешнего контура нельзя уменьшать и суммарное
сечение трубок для прохода воды в одну сторону. Для трубок с внутренним
диаметром 4-6 мм F = (0,05 Ч- 0,12) N см2, для трубок диаметром 2-3 мм F
= (0,08-0,15) N см2.
Конструкция забортного холодильника имеет свои особенности, С точки
зрения технологичности, эффективности работы, неуязвимости, удобства
обслуживания и ремонта можно дать следующие рекомендации по установке
холодильников.
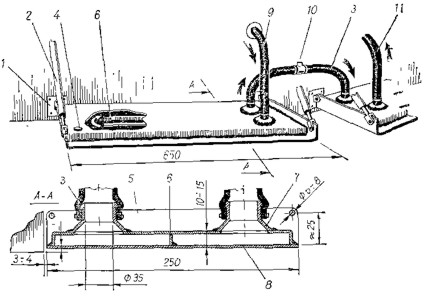
Рис. 5. Транцевые плиты-холодильники для двигателя N - 70 - 80 л. с.1
- петли заделки, 2-репднруемый раскос. 3 - соединительный шланг; 4
-дренажная пробка; 5 -верхний лист (6 = 0.5- 1.5 мм, 6~разделительное
ребро (длина 530 мм); 7- штуцер; 8- нижний лист (6= 1.5ч-2 мм): 5-под.
водящий шланг; 6-дренажная пробка. 11- отводящий шланг.
1, На глиссирующих катерах забортные холодильники целесообразно
выполнять в виде транцевых плит (рис. 5), способствующих улучшению
выхода на глиссирование, особенно с удельной нагрузкой 25-35 кг/(л. е.).
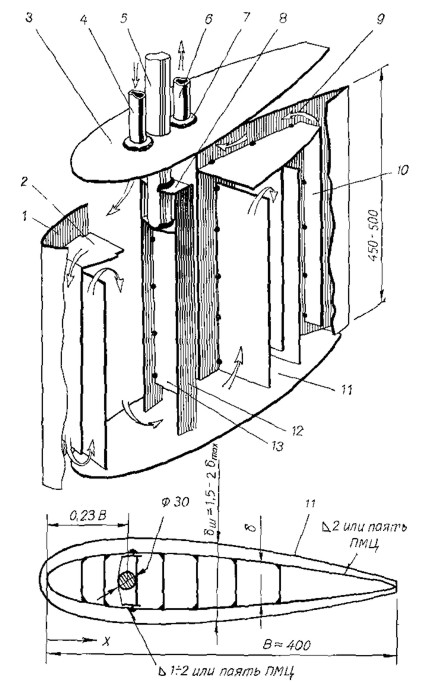
2, На водоизмещающих катерах забортный холодильник целесообразно
выполнять конструктивно совмещенным с пером руля (рис. 6), имеющим, как
правило, достаточно большую площадь. Поскольку скорость воды в струе от
винта больше скорости катера, холодильник обеспечивает надежное
охлаждение даже при таких режимах, как буксировка пли швартовный.
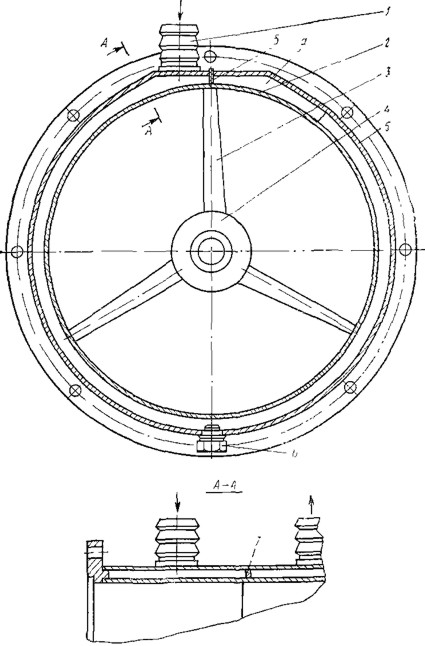
3. На относительно тихоходных катерах с водометными движителями
большого диаметра (280-320 мм) забортный холодильник целесообразно
совместить с корпусом спрямляющего аппарата путем наварки на него
дополнительной обечайки (рис. 7). Холодильник, установленный на корпусе
водомета глиссирующего катера, будет иметь недостаточную поверхность в
связи с малым диаметром ротора.
Трацневые плиты - забортные холодильники, показанные па рис. 5,
предназначены для двигателей мощностью 70-80 л. с. Для улучшения
охлаждения в плитах сделаны продольные перегородки. С учетом изменения
формы холодильников или мощности двигателя площадь транцевых
плит-холодильников выбирают из расчета 45-50 см2 иа 1 л. с. (55-65 см2
при коллекторе, охлаждаемом пресной водой). Толщина плит 10-15 мм;
перегородки в плитах располагают таким образом, чтобы площадь
поперечного сечения полученных каналов удовлетворяла соотношению F = 0,2
N см2.
Транцевые плиты изготовляют из некоррозионных материалов толщиной
0,5-1,5 мм (нержавеющей стали, меди, латуни, алюминиевых сплавов АМГ,
АМ.Ц). Соединение отдельных деталей можно выполнять с помощью сварки,
панки припоями ПМЦ, ПОС пли даже па заклепках; в последнем случае для
обеспечения герметичности плиту можно оклеить одним-двумя слоями тонкой
стеклоткани на эпоксидной смоле; тонкий (0,5 мм) слой пластика не
оказывает заметного влияния на теплоотдачу.
Обтекаемый руль-холодильник, показанный па рис. 6, предназначен для
двигателей мощностью 70- 80 л. с. При расчете площади руля необходимо
учитывать, что обе его поверхности участвуют в теплообмене. Руль
собирают из силового лонжерона, двух обечаек, внутрь которых
предварительно вваривают или впаивают ребра и верхнюю и нижнюю шайбы.
Площадь холодильника спрямляющего аппарата подсчитывается так же, как
для транцевых плит.
Рис. 7. Спрямляющий аппарат-холодильник. 1-
штуцер. 2- Корпус спрямляющего аппарата; 3 - лопастная система; 4-
корпус подшипника гребного вала 5 -кожух рубашка охлаждения; б - сливная
пробка, 7 -перегородка.