поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Производим обмен текстовыми ссылками
Статистика
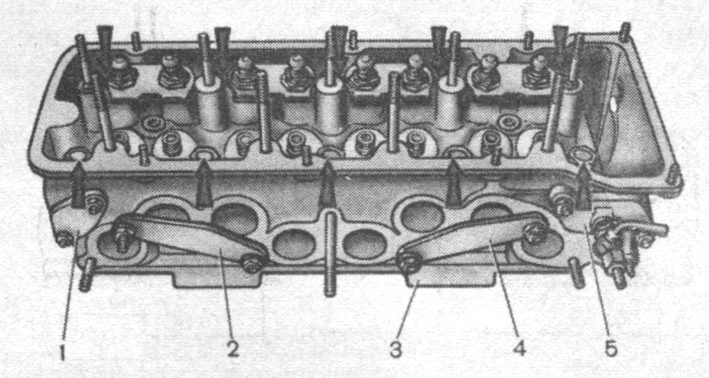
Головка цилиндров и клапанный механизм
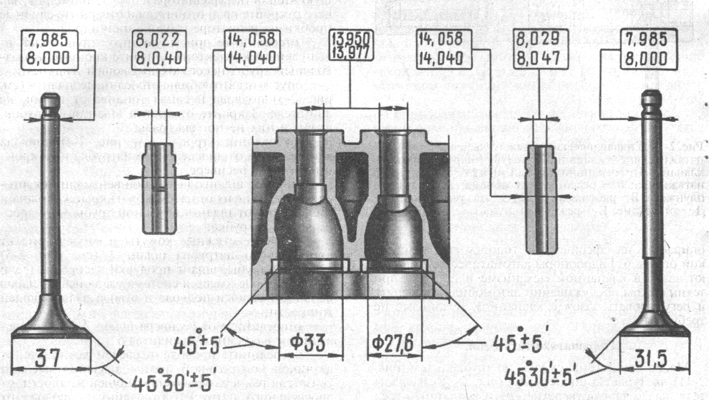
Основные размеры клапанов, направляющих втулок и седел клапанов даны
на рис. 2-44.
Головка цилиндров отлита из алюминиевого сплава, имеет запрессованные
чугунные седла и направляющие втулки клапанов. Верхняя часть втулок
уплотняется металло-резиновыми
маслоотражательными колпачками.
В запасные части направляющие втулки поставляются с увеличенным на 0,2
мм наружным диаметром.
На головке цилиндров закреплен корпус подшипников в котором находится
распределительный вал.
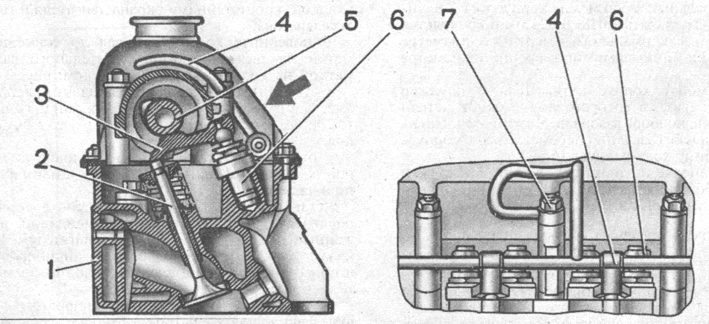
Механизм привода клапанов.
Клапаны 2(рис. 2-45) приводятся в действие кулачками распределительных
валов через рычаги 3. Одним концом рычаг давит на клапан, а другим
опирается на сферическую головку гидравлической опоры 6. Гидроопоры
автоматически устраняют зазор в клапанном механизме и поэтому при
техническом обслуживании автомобиля проверять и регулировать зазор в
клапанном механизме не требуется.
Рис. 2-44. Основные размеры клапанов,
направляющих втулок и седел клапанов
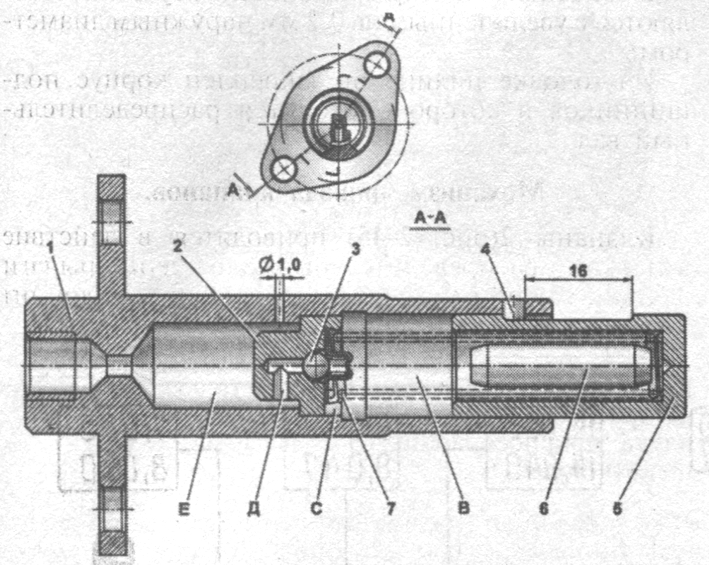
Масло из системы смазки по трубке 3 (см. рис. 2-11) поступает в полость
<Е> (рис. 2-46) натяжителя, далее через отверстие <Д> и клапанный узел 2
попадает в рабочую полость <В> и давит на плунжер 5. В корпусе 1
натяжителя имеется отверстие диаметром в 1 мм для стравливания воздуха
из полости <Е>.
Диаметральный зазор между корпусом 1 и плунжером 2 должен быть
0,018-0,024 мм и измеряется как разность максимального замеренного
диаметра плунжера 2 и минимального замеренного диаметра корпуса 1.
При ремонте корпус натяжителя и плунжер составляют пару, в которой
замена одной детали другой после подбора зазора не допускается. Плунжер
2 должен без заедания перемещаться в корпусе 1 на величину хода равную
16 мм.
При установке на двигатель натяжитель должен быть свободен от масла,
штифт 4 не должен выступать из корпуса.
Снятие и установка головки цилиндров на автомобиле
Головку цилиндров снимают с двигателя на автомобиле, если для устранения
неисправности не требуется разбирать весь двигатель. Например, если
необходимо удалить нагар с поверхности камер сгорания и клапанов или
заменить клапаны или направляющие втулки клапанов.
Снимайте головку цилиндров в следующем порядке:
- установите автомобиль на подъемник и уберите давление в системе подачи
топлива. Для этого отсоедините колодку жгута проводов электробензонасоса
от жгута проводов системы зажигания, запустите двигатель, дайте ему
поработать до остановки, а затем включите .стартер на 3 с для
выравнивания давления в трубопроводах;
- отсоедините провод от клеммы <минус> аккумуляторной батареи;
- поднимите автомобиль и слейте охлаждающую жидкость из радиатора и
блока цилиндров, для чего откройте кран отопителя и отверните сливные
пробки на радиаторе и блоке цилиндров;
- опустите автомобиль, отсоедините шланги (см. рис. 2-3) подвода и слива
топлива от трубок на двигателе. Закройте отверстия шлангов и трубок,
чтобы в них не попала грязь;
- отсоедините трос 2 (см. рис. 2-4) привода акселератора от дроссельного
патрубка и от кронштейна 4 на ресивере;
- снимите шланги вытяжной вентиляции картера, отсоединив их от патрубков
на крышке головки цилиндров, от шланга впускной трубы и от дроссельного
патрубка;
- ослабьте стяжные хомуты и отсоедините от дроссельного патрубка шланг 1
(см. рис. 2-5) впускной трубы, шланг продувки адсорбера (если на
автомобиле имеется система улавливания паров бензина), шланги подвода и
отвода охлаждающей жидкости;
- отсоедините от ресивера шланг отбора разрежения к вакуумному усилителю
тормозов;
- отсоедините провода от свечей зажигания, от датчиков контрольной лампы
давления масла и указателя температуры охлаждающей жидкости, от
дроссельного патрубка; отсоедините провода от жгута проводов форсунок;
- отсоедините шланги от отводящего патрубка рубашки охлаждения
двигателя;
- снимите крышку головки цилиндров с прокладкой, кронштейнами экрана
двигателя и тросса акселератора;
- поверните коленчатый вал до совмещения метки на звездочке
распределительного вала с меткой на корпусе подшипников (см. рис. 2-25);
- отверните болты крепления головки цилиндров к блоку и снимите головку
цилиндров с прокладкой.
Устанавливайте головку цилиндров в порядке, обратном снятию, соблюдая
рекомендации, изложенные в подразделе <Сборка двигателя>. Прокладку
между головкой и блоком цилиндров повторно применять не допускается,
поэтому замените ее новой.
После установки головки цилиндров отрегулируйте привод акселератора.
Разборка. Если требуется замена только какой-либо одной детали, то можно
не разбирать полностью головку цилиндров и снять только то, что
необходимо для замены.
Установите головку цилиндров на подставку, отверните гайки и снимите
впускную трубу, выпускной коллектор и экран впускной трубы. Снимите
отводящий патрубок рубашки охлаждения и патрубок отвода жидкости к
отопителю. Выверните свечи зажигания и датчик температуры охлаждающей
жидкости.
Отверните гайки крепления и снимите корпус подшипников в сборе с
распределительным валом. Отверните гайки крепления упорного фланца к
корпусу подшипников. Снимите фланец и выньте распределительный вал из
корпуса подшипников.
Снимите рычаги 3 (см. рис. 2-45) клапанов, освободив их от пружин.
Снимите пружины рычагов.
Открутите гайки 7 и снимите рампу 4 и выкрутите гидроопоры 6.
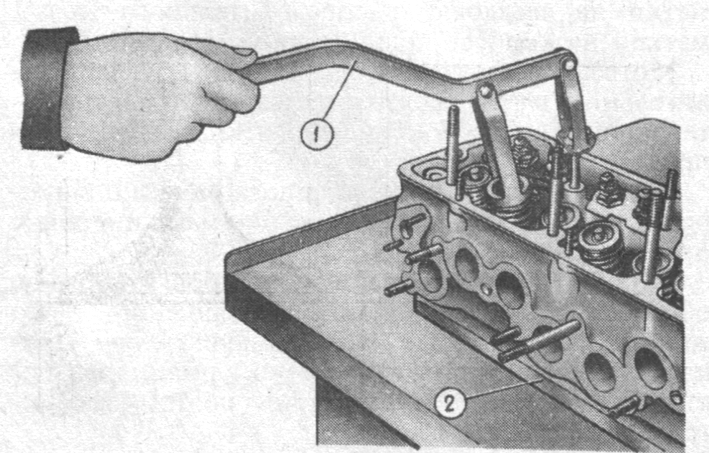
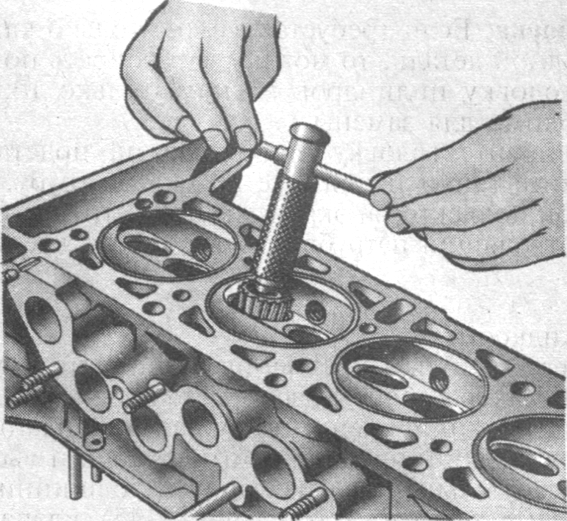
Установите приспособление A.60311/R, как показано на рис. 2-47, сожмите
пружины клапанов и освободите сухари. Взамен переносного приспособления
A.60311/R можно применять также стационарное приспособление
02.7823.9505.
Снимите пружины клапанов с тарелками и опорными шайбами. Поверните
головку цилиндров и выньте с нижней стороны клапаны. Снимите
маслоотражательные колпачки с направляющих втулок.
Сборка. Сборку головки цилиндров производите в порядке, обратном
разборке. Клапаны и маслоотражательные колпачки перед сборкой смажьте
моторным маслом.
Перед установкой корпуса подшипников распределительного вала проверьте
на месте ли установочные втулки корпусов (см. рис. 2-24). Гайки
крепления корпуса подшипников затягивайте в порядке, указанном на рис.
2-26. При этом обратите внимание на то, чтобы установочные втулки без
перекоса вошли в гнезда корпуса подшипников.
Рис. 2-48. Проверка герметичности головки
цилиндров на приспособлении А.60334: 1, 2, 4 - заглушки; 3 - плита
приспособления; 5 - фланец со штуцером подвода воды
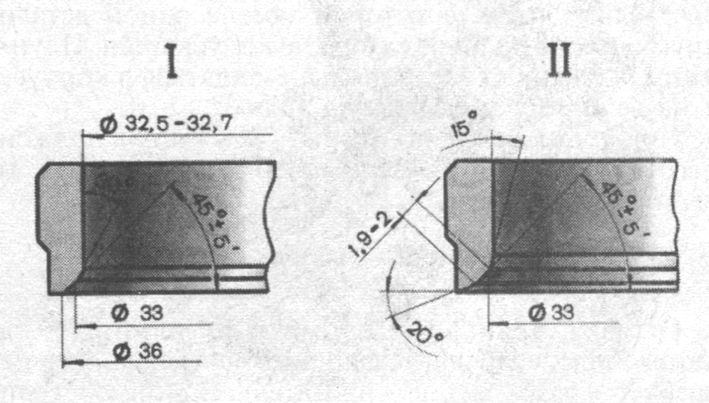
Рис. 2-49. Профиль седла впускного клапана: I -
новое седло; II - седло после ремонта
Проверка технического состояния и ремонт
Головка цилиндров. Тщательно вымойте головку ' цилиндров и очистите
масляные каналы. Удалите * нагар из камер сгорания и с поверхности
выпускных каналов металлической щеткой.
Осмотрите головку цилиндров. Трещины в любых местах головки цилиндров не
допускаются. При подозрении на попадание охлаждающей жидкости в масло
проверьте герметичность головки цилиндров.
Для проверки герметичности закройте отверстия охлаждающей рубашки
головки цилиндров заглушками, входящими в комплект приспособления
А.60334 (рис. 2-48). Нагнетайте насосом в рубашку охлаждения головки
цилиндров воду под давлением 0,5 МПа (5 кгс/см2). В течение двух минут
не должно наблюдаться утечки воды из головки цилиндров.
Можно проверить герметичность головки цилиндров и сжатым воздухом, для
чего также установите на головке цилиндров заглушки приспособления
А.60334. Опустите головку цилиндров в ванну с водой, прогретой до 60-80
°С и дайте ей прогреться в течение 5 мин. Затем подайте внутрь головки
сжатый воздух под давлением 0,15-0,2 МПа (1,5-2 кгс/см2). В течение
1-1,5 мин не должно наблюдаться выхода пузырьков воздуха из головки.
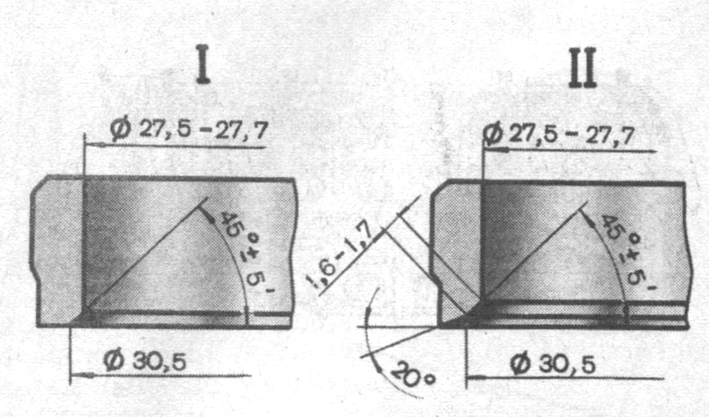
Седла клапанов. Форма фасок седел клапанов показана на рис. 2-49 и 2-50.
На рабочих фасках седел (зона контакта с клапанами) не должно быть
точечных раковин, коррозии и повреждений. Небольшие повреждения можно
устранить шлифованием седел, снимая как можно меньше металла. Шлифовать
можно как вручную, так и с помощью шлифовальной машинки.
Рис. 2-50. Профиль седла выпускного клапана: I
-новое седло; II - седло после ремонта
Для шлифования седел установите головку цилиндров на
подставку, вставьте в направляющую втулку клапана стержень А.94059 и
очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел
выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных
клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются
направляющим стержнем А.94059. Эти стержни существуют двух различных
диаметров: А.94059/1 - для направляющих втулок впускных клапанов и
А.94059/2 для направляющих втулок выпускных клапанов.
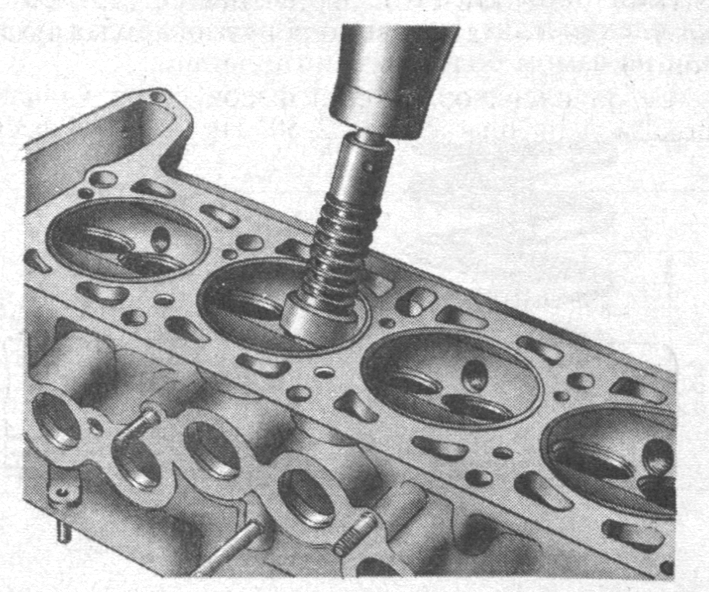
Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите
на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов
или круг А.94100 для седел впускных клапанов, закрепите шпиндель в
шлифовальной машинке и прошлифуйте седло клапана (рис. 2-51).
В момент соприкосновения круга с седлом машинка "должна быть выключена,
иначе возникнет вибрация и фаска будет неправильной. Рекомендуется чаще
производить правку круга алмазом.
Для седел выпускных клапанов ширину рабочей фаски доведите до величин,
указанных на рис. 2-
49, зенкером А.94031 (угол 20°), и зенкером А.94092, которым устраняется
наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и,
также как и при шлифовании, центрируются стержнем А.94059.
У седел впускных клапанов ширину рабочей фаски доведите до величин,
указанных на рис. 2-
50, сначала обработав внутреннюю фаску зенкером А.94003 (рис. 2-52) до
получения диаметра 33 мм, а затем фаску 20° зенкером А.94101 до
получения рабочей фаски шириной 1,9-2 мм.
Клапаны. Удалите нагар с клапанов. Проверьте, не деформирован ли
стержень и нет ли трещин на тарелке. Поврежденный клапан замените.
Рис. 2-51. Шлифование рабочей фаски седла
клапана
Рис. 2-52. Сужение рабочей фаски седла клапана
зенкером, установленным на шпинделе А.94058
Рис. 2-53. Предельные размеры при шлифовании
фасок клапанов: I - впускного клапана; II - выпускного клапана
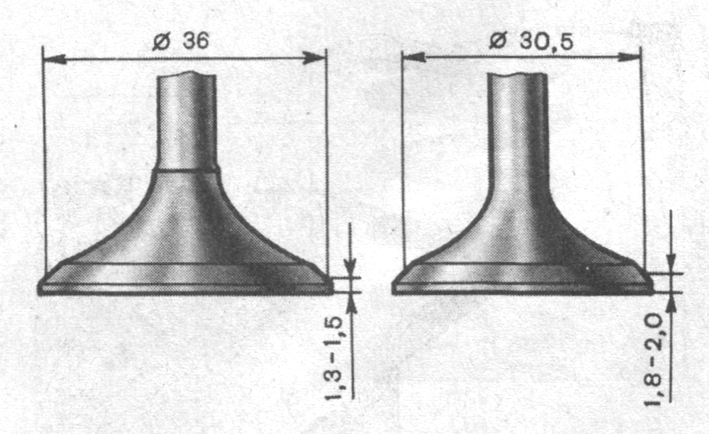
Проверьте состояние рабочей фаски клапана. При мелких
повреждениях ее можно прошлифовать, выдерживая угол фаски 45°30'+5'. При
этом расстояния от нижней плоскости тарелки клапана до базовых диаметров
(36 и 30,5 мм) должны быть в пределах, указанных на рис. 2-53.
Направляющие втулки клапанов. Проверьте зазор между направляющими
втулками и стержнем клапана, измерив диаметр стержня клапана и отверстие
направляющей втулки.
Расчетный зазор для новых втулок: 0,022-0,055 мм для впускных клапанов и
0,029-0,062 мм для выпускных клапанов; максимально допустимый предельный
зазор (при износе) - 0,3 мм при условии отсутствия повышенного шума
газораспределительного механизма.
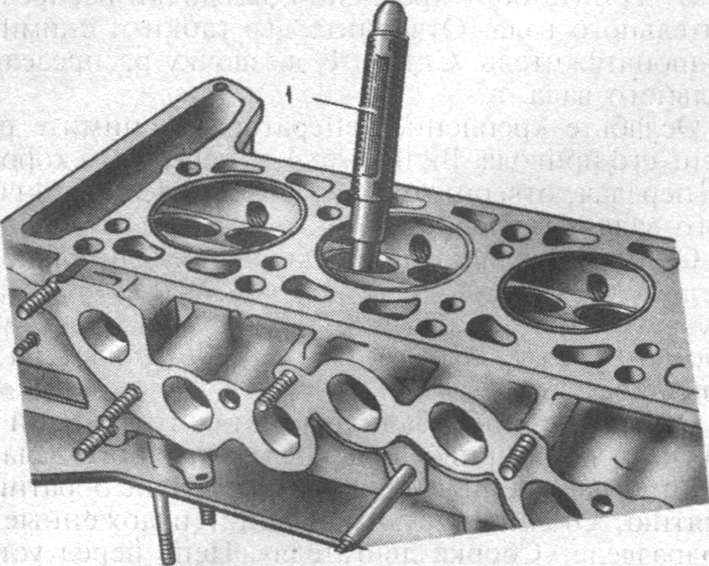
Если увеличенный зазор между направляющей втулкой и клапаном не может
быть устранен заменой клапана, то замените втулки клапанов, пользуясь
для выпрессовки и запрессовки оправкой A.60153/R (рис. 2-54).
Запрессовывайте направляющие втулки с надетым стопорным кольцом до упора
его в тело головки цилиндров.
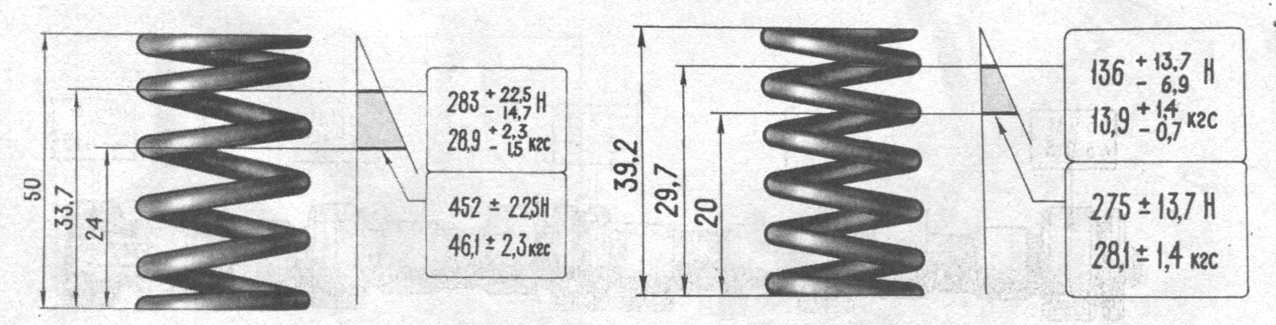
Рис. 2-55. Основные данные для проверки наружной
(а) и внутренней (Ь) пружины клапана
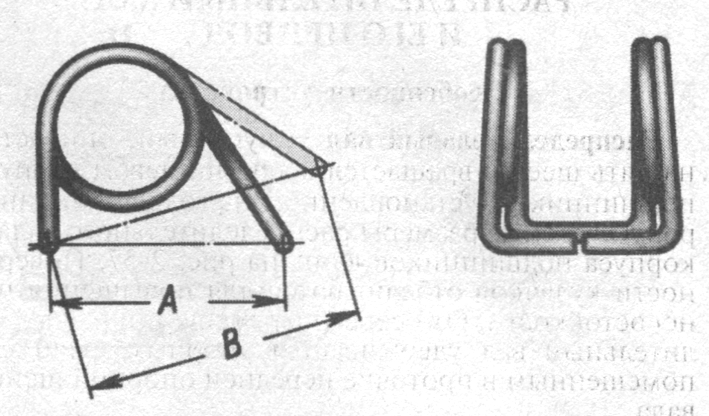
Рис. 2-56. Схема проверки пружины рычага: А -
размер в свободном состоянии; В - размер под нагрузкой
После запрессовки разверните отверстия в направляющих втулках
развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для
втулок выпускных клапанов).
Маслоотражательные колпачки направляющих втулок при ремонте двигателя
всегда заменяйте новыми.
Поврежденные маслоотражательные колпачки заменяйте на снятой головке
цилиндров. Для запрессовки колпачков пользуйтесь оправкой 41.7853.4016.
Пружины. Убедитесь, что на пружинах нет трещин и не уменьшилась их
упругость, для чего проверьте их деформацию под нагрузкой (рис. 2-55).
Для пружин рычагов (рис. 2-56) размер А (пружина в свободном состоянии)
должен быть 35 мм, а размер В под нагрузкой 51-73,5 Н (5,2-7,5 кгс) - 43
мм.
Болты крепления головки цилиндров. При многократном использовании болтов
они вытягиваются. Поэтому проверьте не превышает ли длина стержня болта
(без учета длины головки) 117 мм и, если она больше, то замените болт
новым.
Рычаги клапанов. Проверьте состояние рабочих поверхностей рычага,
сопрягающихся со стержнем клапана, с кулачком распределительного вала и
со сферическим концом регулировочного болта. Если на этих поверхностях
появились задиры или риски, замените рычаг новым.
Если обнаружена деформация или другие повреждения на втулке
регулировочного болта рычага или на самом болте, замените детали.