поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Инструмент для правки деформированных деталей кузова
Кузова современных легковых автомобилей изготовляют
из тонколистовой стали. Для того чтобы увеличить прочность кузова,
панелям придают изогнутую форму, вводят выштамповкой различные переходы,
усилители, ребра жесткости. Восстановление формы таких деталей после
аварии - довольно сложная и трудоемкая работа, так как устранение
вмятин, перекосов, скручиваний и изгибов, как правило, производится по
металлу в холодном состоянии методами силовой правки, выколотки
отдельных участков и их тонкой рихтовки. Когда правка в холодном
состоянии не удается, для устранения деформаций, имеющих вид глубоких
складок и резких перегибов, допускается применять предварительный
подогрев. Качественно выполнить работу по правке деформированных деталей
с наименьшими трудозатратами можно лишь при наличии набора рихтовочного
инструмента, гидравлических и винтовых устройств.
Гидравлические и винтовые устройства. Для восстановления геометрических
параметров кузова применяют силовые устройства с гидравлическим или
механическим приводом. В состав таких устройств входят гидравлические
насосы, силовые цилиндры, различные упоры, удлинители, запорная арматура
и шланги.
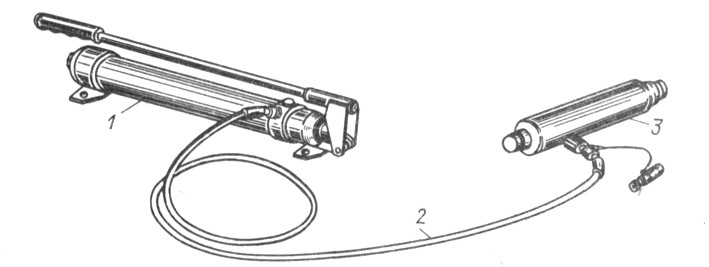
На рис. 3.14 показано гидравлическое устройство БС-142.000, состоящее из
гидравлического насоса /, шланга высокого давления 2 длиной 1,5 м и
гидравлического цилиндра 3.
Гидравлическое устройство для растяжки кузовов БС-173.000 показано на
рис. 3.15. В него входят: автомобильный гидравлический домкрат 1
грузоподъемностью 5 т, шланг высокого давления 2 длиной 1,5 м и
гидроцилиндр 3 от автомобильного домкрата 1.
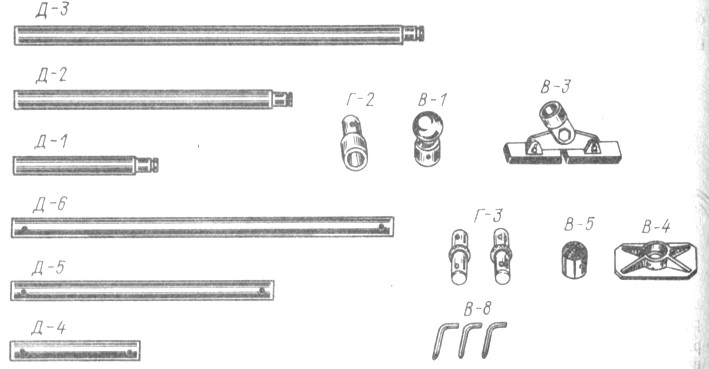
Набор оснастки к гидравлическим устройствам показан на рис. 3.16. Он
состоит из трех удлинителей Д-1, Д-2, Д-3 длиной 200, 400 и 600 мм и
трех удлинителей Д-4, Д-5, Д-6 длиной 160, 360, 560 мм. Концы
удлинителей конструктивно выполнены так, чтобы к ним с помощью
фиксаторов В-8 быстро можно было присоединить различные переходники типа
Г-2, Г-3, упоры В-1, В-3 или опоры В-4 и В-5.
Рис. 3.14. Гидравлическое устройство БС-142.000
Рис. 3.15. Гидравлическое устройство для
растяжки кузовов БС-173.000
Рис. 3.16. Набор оснастки к гидравлическим
устройствам
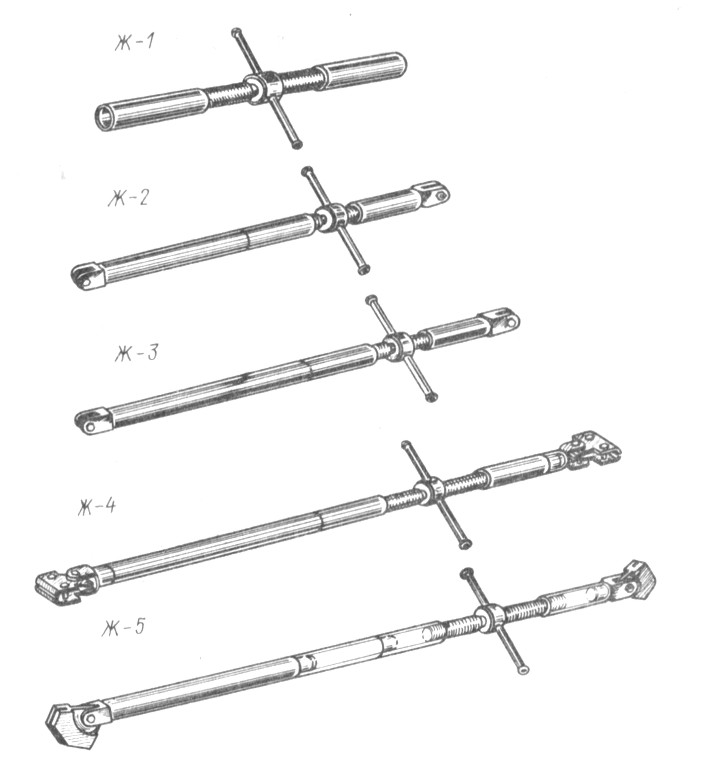
Винтовые устройства для правки кузовов представлены
на рис. 3.17. Винтовой домкрат двустороннего действия Ж-1 состоит из
винта, воротка и двух втулок с правой и левой резьбой. Устройство Ж-2 с
удлинителем 400 мм позволяет выполнять работы на длине 790 -920 мм.
Устройство Ж-3 собрано с удлинителем 500 мм и может работать на длине
890 1020 мм. Устройство Ж-4 с удлинителем 600 мм, имея на концах
захватывающие струбцины, может выполнять вытяжку деформированного
металла на длине до 130 мм. Винтовое устройство Ж-5 с двумя удлинителями
(400 + 400 = 800 мм), оснащенное упорами, может выправлять перекосы в
пределах 1185-1285 мм.
Имея в наборе винтовой домкрат Ж-1, по одному удлинителю длиной 200,
500, 600 мм и два удлинителя по 400 мм, три-четыре типа упоров и
струбцин, можно собрать такой комплект винтового устройства, который
позволит выполнить работу по устранению перекосов в моторном отсеке,
багажнике или по проемам дверей всех моделей автомобилей Волжского
автозавода.
Рихтовочный инструмент. Окончательную доводку поврежденных
мест кузовных деталей выполняют с помощью набора рихтовочного
инструмента. В его состав входят: различные правочные рычаги и прижимы;
рихтовочные молотки; фасонные плиты, оправки и наковальни.
Рис. 3.17. Винтовые устройства для правки
кузовов
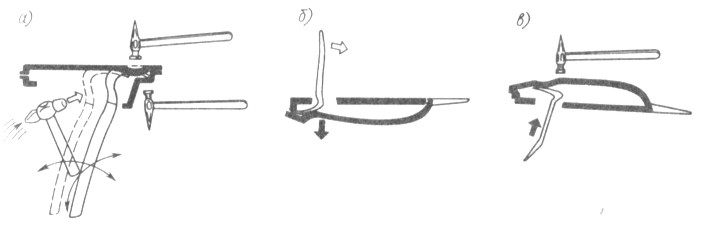
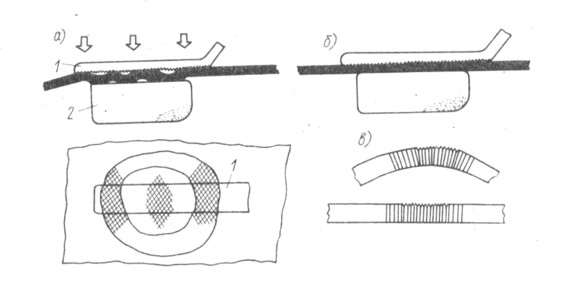
Рис. 3.18. Приемы устранения деформаций с
использованием рычагов: о - ввод рычага в труднодоступное место для
устранения деформаций с помощью рихтовочных молотков; б - исправление
рычагом деформированного участка методом выдавливания; в исправление
вмятин с помощью молотка и рычага-прижима
Правочные рычаги и прижимы (табл. 3.4) используют для
исправления деформаций в труднодоступных местах. Для выполнения этой
работы с деформированных деталей снимают накладки, молдинги, обивку и
другие навесные детали, т. е. открывают окна и отверстия, через которые
появляется возможность воздействовать на поврежденный участок (рис.
3.18). Если к поврежденным участкам нет доступа, то выбирают место во
фланцевых соединениях деталей или в соединениях, выполненных точечной
сваркой,, где можно разъединить две детали и через образовавшуюся щель
выполнить правку. Если нет возможности образовать щель, допускается
сделать отверстие непосредственно в деформированной детали или вблизи
поврежденного участка, через которое правка будет возможной. После
окончания работы пробитое отверстие должно быть запаяно методом сварки
или твердой пайки и затем зашлифовано заподлицо с основным металлом.
Таблица 3.4. Правочные рычаги и прижимы
Эскиз
Наименование,
обозначение
Рычаг для устранения больших деформаций, 67.1929-9500
Рычаг для предварительной правки, 67.7851-9501
Рычаг пластинчатый для исправления вмятин в труднодоступных
местах, 67.7851-9502
Рычаг для исправления дефектов штамповки,
51.7899-5009
Рычаг для рихтовки крыльев после окраски, 02.1029-8020
Рычаг для исправления вмятин, 51.1982-6995
Рычаг-прижим, 7819-4006
Рычаг для исправления разных дефектов, 51.7899-5012
Рычаг для рихтовки капота и крышки багажника, 02.1929-8019
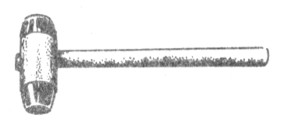
Молоток облегченного типа, 51.7850-6999 (И-1)
Молоток легкий с увеличенной площадью ударной части,
51.7850-4501 (И-2)
Молоток-гладилка, 02.7850-6997 (И-3)
Молоток с нейлоновыми бойками, 02.7850-4040 (И-4)
Молоток резиновый, 7850-4010 (И-5)
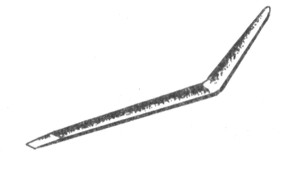
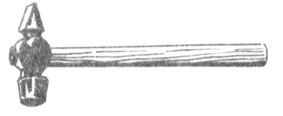
Молоток рихтовочный с концом бородкового типа, 02.7850-4038
(И-6)
Молоток специальный с насечкой рабочей части, 51.1924-6993
(И-7)
Рихтовочные молотки (табл. 3.5) отличаются
значительным разнообразием по массе, форме рабочей части и материалам,
из которых они изготовлены.
Для правки деталей из тонколистового металла, имеющих большие
деформации, используют деревянные молотки (киянки) И-11. В качестве
поддержек применяют фасонные плиты и ручные наковальни (рис. 3.19).
Значительные коробления (особенно при наличии выпучин, где волокна
металла растянуты) устраняют молотками И-7, имеющими на рабочей части
насечку (рис. 3.20).
Легкие молотки И-1, И-2 и молотки-гладилки И-3, И-6 применяют при
устранении мелких вмятин и забоин, когда доводят лицевую поверхность под
окраску или когда необходимо восстановить поверхность с сохранением
лакокрасочного покрытия. Молоток И-10 используют при правке фланцев,
молотки И-8 и И-9 - при грубой правке.
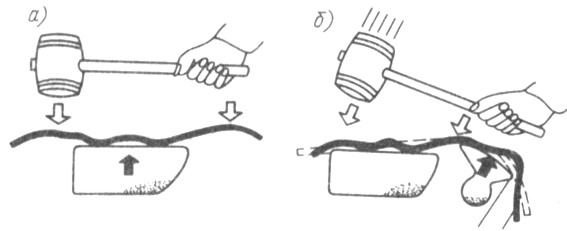
Рис. 3.19. Правка деформированной панели на
опорной плите с помощью киянки: а - правка на прямолинейном участке; б -
правка на участках различной кривизны
Рис. 3.20. Рихтовка деформаций с использованием
наковальни-поддержки и специального молотка: а - начальная стадия
правки; б - конечная стадия правки; в - деформированный (растянутый)
участок панели в начальной и конечной стадиях правки; 1 - специальный
рихтовочный молоток с насечкой; 2 - наковальня-поддержка
Молотки с вставной ударной частью из мягких металлов
(медь, свинец), а также с пластмассовыми (И-4) или резиновыми (И-5)
вставками используют при тонкой рихтовке окрашенных поверхностей.
Молотки, ударная часть которых представляет собой плоские квадратные
бойки, при рихтовке лицевых поверхностей панелей кузова легковых
автомобилей применять не рекомендуется, так как они оставляют на металле
следы в виде забоин.
У всех рихтовочных молотков рекомендуется рабочую часть затачивать по
радиусу и доводить полированием. Следы забоин, царапин, рисок или
каких-либо других дефектов на рабочей части рихтовочных молотков не
допускаются.
Фасонные плиты, оправки и наковальни предназначены для поддержки
тонколистового металла кузовных панелей в процессе восстановления
деформированных участков (табл. 3.6).
Форма большинства плит, оправок и наковален выбрана с учетом кривизны
поверхностей, радиусов и переходов, заложенных в конструкции кузовных
деталей Волжского автомобильного завода, а также с учетом многолетнего
опыта передовых рабочих этой профессии и опыта предприятий,
специализирующихся на восстановлении кузовов легковых автомобилей.
В ходе восстановления первоначальных форм деформированных панелей в
одних случаях можно использовать наковальни и плиты К-1 и К-3, если
внутренняя часть панели легкодоступна. В случаях, когда доступ к
поврежденному участку затруднен, применяют специальные оправки или
сегментные плиты К-5 и К-6.
Когда молоток и наковальня используются вместе, то наковальня служит для
поднятия металла на вдавленном участке, а молоток для придания панели
правильной формы.
Рабочие поверхности этих инструментов всегда должны быть хорошо
отполированы и храниться соответствующим образом. Некоторые из них (К-2,
К-4, К-7), кроме того, дополнительно хромируют и доводят их поверхность
до идеальной чистоты в целях воз можности использования при рихтовке
небольших вмятин или выпуклостей на лицевых панелях кузова без
повреждения окрасочного слоя. При исправлении деформаций во фланцах и
желобах применяют оправку К-8.
Таблица 3.6. Фасонные плиты, оправки, наковальни
Эскиз
Наименование,
обозначение
Наковальня для восстановления профиля детали, 1923-4008
(К-1)
Плита для чистовой отделки поверхности лицевых деталей,
67.1923-9500 (К-2)
Наковальня для восстановления профиля детали, 67.1923-9502
(К-3)
Плита для отделки плоских поверхностей, 67.1923-9501 (К-4)
Оправка для исправления вмятин в труднодоступных местах,
1929-8005 (К-5)
Плита сегментная для исправления деформированных участков
различной кривизны, 67.1923-9503 (К-6)
Плита для исправления вмятин, 51.1924-6999 (К-7)
Оправка для исправления фланцев и желобов, 1929-8014 (К-8)