поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Производим обмен текстовыми ссылками
Статистика
Проверка технического состояния деталей головки
цилиндров и их ремонт
Проверка технического состояния деталей и их ремонт.
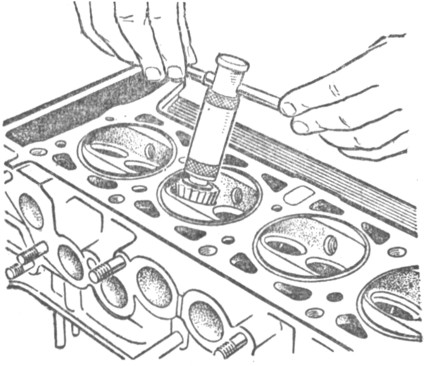
Перед проверкой следует установить головку цилиндров на- подставку
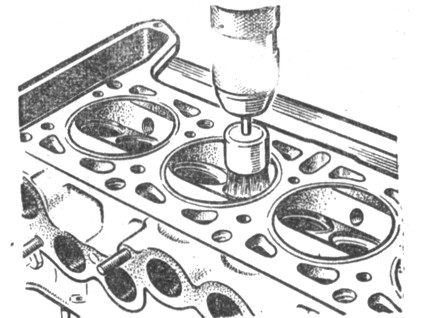
А.60353, удалить нагар из камер сгорания металлической щеткой,
приводимой в действие электрической дрелью (рис. 43), и с поверхности
выпускных каналов, осмотреть и очистить впускные каналы и каналы подвода
масла к рычагам привода клапанов. 52
Рис. 43. Удаление нагара и очистка камер
сгорания металлической щеткой
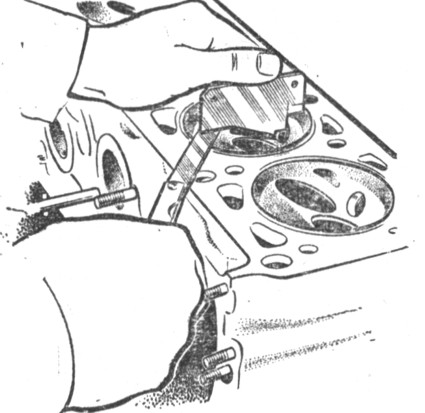
Рис. 44. Проверка глубины камер сгорания с
помощью калибра А.96212 и набора щупов
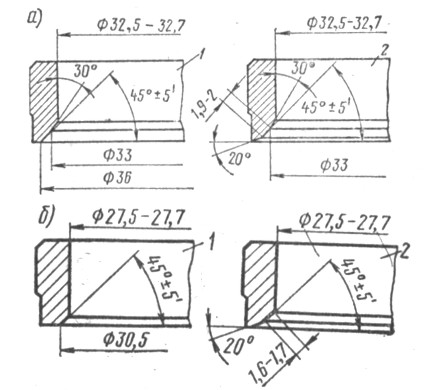
Рис. 45. Профиль седла клапана: а - впускного; б
- выпускного; I - новое седло; 2 - седло после ремонта
Головку цилиидров необходимо проверять в следующей
последовательности. Нанести тонким слоем черную краску на поверхность
поверочной плиты и приложить к ней головку цилиндров поверхностью,
сопрягающейся с блоком цилиндров. Если вследствие деформации головки
краска на указанной поверхности легла неровно, то ее следует
прошлифовать на плоскошлифовальном станке, снимая как можно меньше
металла.
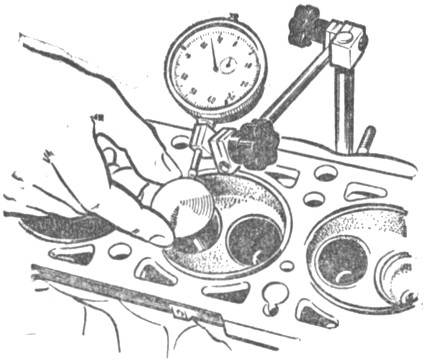
После шлифования необходимо промыть головку цилиндров и проверить
калибром А.96212 (рис. 44) глубину камер сгорания, для чего установить
калибр в центре камеры сгорания. Зазор между торцом калибра и опорной
поверхностью головки, измеренный с помощью набора щупов, должен быть не
более 0,25 мм. Если глубина камер менее установленной величины, то
головку нужно заменить.
Поврежденные шпильки крепления корпуса подшипников распределительного
вала необходимо удалить, пользуясь ключом А.40010, завернуть новые при
помощи приспособления А.86610/2 и зачеканить их, применяя оправку
А.60289.
Седла клапанов (рис.45). На рабочих фасках седел (зона контакта с
клапанами) не должно быть точечных раковин, коррозии и других
повреждений.
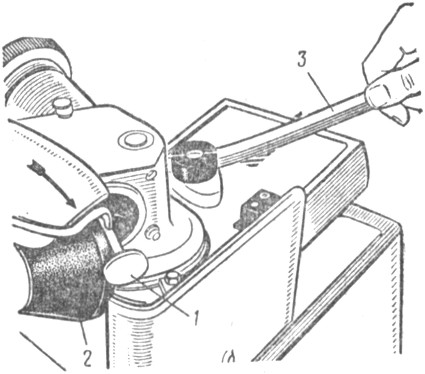
Небольшие повреждения на поверхности рабочих фасок можно устранить
шлифованием, для чего: установить головку на подставку А.60353, вставить
в направляющую втулку клапана Стержень А.94059 (имеются три Стержня
различного диаметра,
Рис. 46. Шлифование рабочей фаски седла клапана
шлифовальным кругом А.94078
поэтому следует подобрать такой, чтобы зазор между
ним и направляющей втулкой был минимальным), надеть на стержень А.94059
пружину А.94069/5, установить на оправку A.940G9 конический круг А.94078
для седел выпускных клапанов или круг А.94100 для седел впускных
клапанов, закрепить оправку в шлифовальной машинке и прошлифовать седло
(рис. 46), снимая как можно меньше металла.
В момент соприкосновения круга с седлом машинка не должна быть
включенной, иначе возникнет вибрация и фаска будет неправильной.
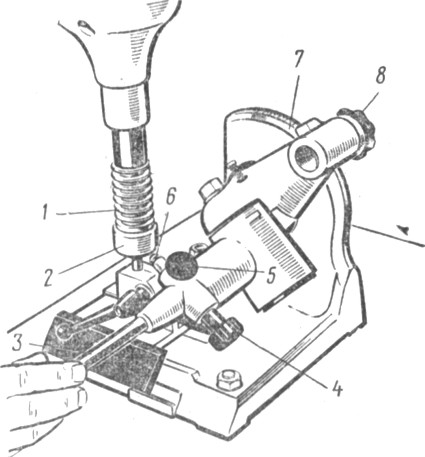
Рекомендуется чаще выполнять правку круга на приспособлении Ар.5050
(рис. 47), которое обеспечивает фаску 45°, соответствующую углу фаски
седел клапанов.
После шлифования следует проверить биение рабочей фаски относительно оси
отверстия направляющей втулки, которое не должно превышать 0,05 мм.
Ширину рабочей фаски следует довести до величин, указанных на рис. 45,
действуя в следующем порядке.
Для доводки фаски седла выпускного клапана следует надеть на оправку
А.94058 зенковку А.94101 (угол 20°), затем надеть оправку с зенковкой на
направляющий стержень А.94059 и прозенковать седло до получения рабочей
фаски шириной 1,6-1,7 мм (см. рис. 45, б). Для доводки фаски седла
впускного клапана следует надеть на оправку А.94058 зенковку А.94102
(угол 60°) и про-зенковать седло (рис. 48) до 0 33 мм (см. рис. 45, а)
(биение фаски 30° относительно оси отверстия направляющей втулки должно
быть не более 0,1 мм), затем надеть на оправку зенковку А.94101 (угол
20°) и прозенковать седло до получения рабочей фаски шириной 1,9-2 мм.
Рис. 48. Сужение рабочей фаски седла впускного
клапана зенковкой А.94102, установленной на оправке А.94058
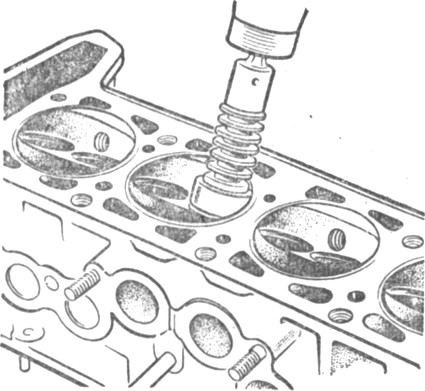
Рис. 49. Проверка зазора между стержнем и
направляющей клапана
Если шлифованием не удается устранить дефекты из
рабочей фаске седла, то головку цилиндров следует заменить, Клапаны.
Перед проверкой необходимо удалить нагар с клапанов.
Проверить, не деформирован ли стержень и нет ли трещин; при повреждениях
заменить клапан. Проверить зазор между стержнем и направляющей втулкой
(рис. 49), который должен быть равен для впускных клапанов 0,022-0,055 и
для выпускных 0,029-0,062 мм.
Биение середины рабочей фаски клапана относительно стержня не должно
превышать 0,03 мм.
Проверить, не изношена ли чрезмерно и не повреждена ли рабочая фаска.
При шлифовании рабочей фаски клапана на шлифовальном станке необходимо:
установить клапан, как показано на рис. 50; зафиксировать подвижную
опору так, чтобы получить при завершении операции требуемый угол, равный
45°30'+ +5'; включить шлифовальный станок, следя за тем, чтобы снималось
как можно меньше металла; проверить толщину цилиндрической части тарелки
клапана, которая после шлифования должна быть не менее 0,5 мм.
При подравнивании и шлифовании конца стержня для удаления следов
контакта с рычагом клапана снимать как можно меньше металла.
Направляющие втулки клапанов запрессованы в головку цилиндров с натягом
0,063-0,108 мм, поэтому следует проверить, не ослабла ли посадка и не
потеряло ли упругость стопорное кольцо.
Проверить зазор между направляющими втулками и стержнем клапана (см.
рис. 49); Монтажный зазор для новых втулок - 0,022-0,055 мм для впускных
и 0,029-0,062 мм для выпускных клапанов; максимально допустимый зазор
0,15 мм.
Рис. 51. Оправка A.60153/R для запрессовки и
выпрессовки направляющих втулок клапанов
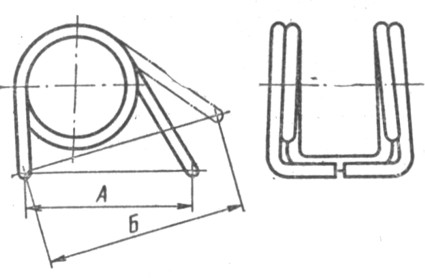
Рис. 52. Схема проверки пружины рычага клапана:
А - размер в свободном состоянии: Б - размер под нагрузкой 5,6+0,6 ккс
Если чрезмерный зазор между направляющей втулкой и
стержнем не может быть устранен только заменой клапана, необходимо
заменить втулки клапанов. Для этой операции следует пользоваться
оправкой А.60153/./? (рис. 51).
Для замены двух направляющих втулок впускного и выпускного клапанов
цилиндров № 1 и 4 необходимо отвернуть две шпильки крепления опоры
распределительного вала, так как они мешают установке оправки.
После установки направляющих втулок следует развернуть отверстия в них
развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для
втулок выпускных клапанов). Затем необходимо прошлифовать седло клапана
и довести ширину рабочей фаски до необходимых размеров, как указано
выше.
Маслоотражательные колпачки направляющих втулок. У маслоотражательных
колпачков не допускается отслоение резины от арматуры, трещины и
чрезмерный износ рабочей кромки. При ремонте двигателя
маслоотражательные колпачки рекомендуется всегда заменять новыми.
В случае повреждения маслоотражательных колпачков, что может быть одной
из причин повышенного расхода масла в двигателе, их можно заменить, не
снимая головку'цилиндров.
Достаточно снять корпус подшипников распределительного вала, установить
поршень соответствующего цилиндра в в. м. т. и снять пружины клапана.
Затем, удалив с направляющей втулки поврежденный колпачок, с помощью
наконечника 41.7851.4003 надеть на клапан новый колпачок и оправкой
41.7853.4016 напрессовать его на направляющую втулку.
Рычаги клапанов. Проверить состояние рабочих поверхностей рычага,
соприкасающихся со стержнем клапана, с кулачком распределительного вала
и со сферическим концом регулировочного винта. Поверхности должны иметь
шероховатость не более 0,80 мкм; если на них появились задиры или риски,
то необходимо заменить рычаг новым.
Если обнаружена деформация или другие повреждения на втулке
регулировочного винта рычага или на самом винте, детали следует
заменить. Втулка регулировочного винта рычага затягивается
динамометрическим ключом, момент затяжки 10 кгс- м.
Пружины клапанов и рычагов клапанов проверяют на наличие трещин и на
упругость (рис. 52).
Данные, полученные при проверке, сравнивают с данными новой пружины (см.
<Основные размеры>). При выборе пружин для замены следует придерживаться
минимально допустимой нагрузки.