поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Статистика
Противокоррозийные покрытия на новых автомобилях
Фосфатные покрытия
Фосфатирование - это процесс защиты металлических деталей, выполняемый
погружением в водный раствор однозамешенного фосфата типа Me2f (Н2Р04)2,
содержащего свободную фосфорную кислоту (Ме2+ - это Fe2f, Мп2+ или
Zn2+). На границе поверхности и раствора происходит смещение равновесия
растворенной соли, что позволяет осаждаться гидрофосфату или фосфату на
обрабатываемую поверхность детали, т. е.
4Ме2+(Н2Р04)2 - МеНР04 + Ме3(Р04)2 + 5Н3Р04.
Получаемые фосфатные пленки надежно защищают поверхности деталей от
коррозии.
Виды и выбор фосфатных покрытий
Фосфатирование находит широкое применение при серийном выпуске машин.
При производстве автомобилей, особенно легковых, фосфатирование широко
применяется для получения противокоррозионного слоя на поверхности
кузова перед нанесением лакокрасочного покрытия.
В зависимости от требуемых свойств в автомобилестроении применяются три
вида фосфатных покрытий:
грунтовые противокоррозионные покрытия, наносимые перед окраской, для
получения требуемых защитных свойств и повышения адгезии лакокрасочных
покрытий;
противокоррозионные покрытия для временной (при хранении) защиты
деталей, работающих обычно - в контакте с маслом или смазкой или
подвергающихся относительно слабому коррозионному воздействию среды
(инструмент, пружины, крепежные изделия и т. п.);
антифрикционные покрытия, снижающие коэффициент трения совместно
работающих деталей, сокращающие время приработки пар трения,
увеличивающие сопротивляемость заеданию и обладающие хорошими защитными
свойствами.
Грунтовые фосфатные покрытия. Обладают хорошими защитными свойствами
вследствие низкой пористости слоя. Покрытие защищает металл основания
кузова от действия кислорода и водных паров, проникающих через окраску.
Ввиду того что эти покрытия наносятся непосредственно на холодноката ную
сталь, важным требованием к ним является их устойчивость к механическим
деформациям основания.
Сцепляемость фосфатных покрытий с металлом получается выше при
использовании мелких кристаллов фосфата. Таким образом, грунтовые
фосфатные покрытия должны быть как можно менее пористыми при обеспечении
мелкокристаллической структуры. Этим требованиям отвечают покрытия,
основным компонентом которых являются фосфаты цинка. Фосфатные цинковые
покрытия обычно наносятся тонкими слоями, толщи ной 1-3 мкм, что
соответствует удельной массе покрытия 1-3,3 г/м2. Реже наносятся
покрытия фосфата железа, толщина которых обычно 0,3-0,8 мкм. Применяемый
термин "покрытие из фосфата железа" не является вполне точным, так как
покрытие содержит большое количество окислов железа. Покрытия из фосфата
цинка и фосфата железа имеют аморфный характер.
Противокоррозионные покрытия. Имеют в своем составе фосфаты цинка или
марганца. Покрытия обладают относительно большой удельной массой и
высокой гигроскопичностью. Поэтому целесообразно получать средне- или
крупнокристаллические покрытия плотностью 10-45 г/м2.
Антифрикционные фосфатные покрытия. Наносятся на детали, работающие при
трении. Они обладают хорошими защитными свойствами, так как оказывают
пассивирующее воздействие на металлическую поверхность. Антифрикционные
свойства покрытия определяются равномерностью кристаллической структуры,
размерами кристаллов, а также объемом полостей, в которых располагается
смазка. Лучшие антифрикционные свойства получаются в покрытиях, которые
имеют достаточный объем емкостей для смазки. Однородные кристаллические
покрытия получили наибольшее распространение. Среди них широко
применяются покрытия из фосфата марганца.
Фосфатные антифрикционные покрытия позволяют сократить время приработки
трущихся поверхностей деталей при трении скольжения. Кроме того, при
этом практически исключается возможность заклинивания или заедания
деталей.
Ниже приведена классификация фосфатных покрытий в зависимости от их
удельной массы (в г/м2):
Толстые 10-45
Средние 5-10
Тонкие 2-5
Очень тонкие 0,2-3
Между удельной массой покрытия и его толщиной существует следующее
соотношение:
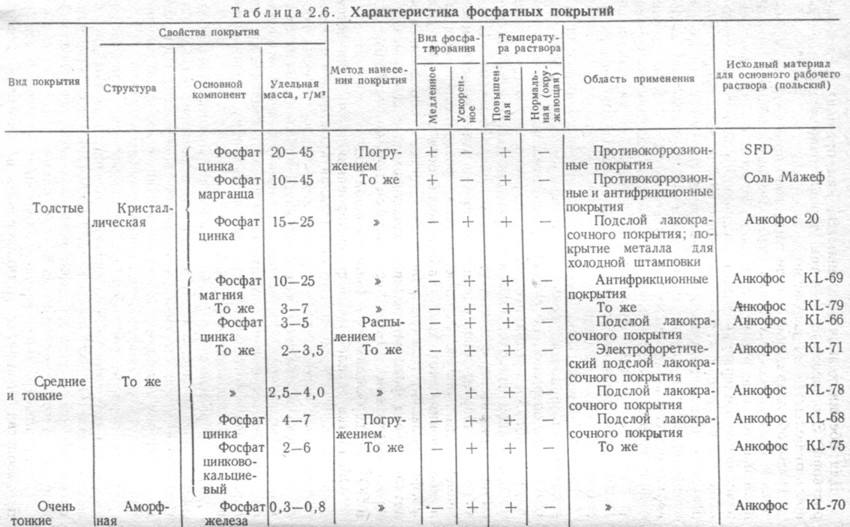
В табл. 2.6 приведены свойства, технология нанесения и области
применения фосфатных покрытий.
Фосфатные грунтовки под лакокрасочные покрытия
Грунтовочные фосфатные покрытия наносятся в основном на кузова легковых
и кабины грузовых автомобилей, автобусов и специальных машин, т. е. на
детали, выполненные из холоднокатаного стального листа. Как уже было
сказано, это чаще всего покрытия цинкового фосфата,
мелкокристаллические, малой пористости.
Качество фосфатных покрытий определяется их структурой. Чем больше число
центров кристаллизации, возникающих на поверхности металла основания,
тем мелкозернистей будет структура слоя и тем меньше время, необходимое
на образование фосфатного покрытия. Кроме того, покрытия на основе
фосфата цинка содержат гопеит (ортофосфат цинка) Zn3(P04)2-Х4Н20 и
фосфофиллит Zn2Fe(P04)2-4H20. Особенно благоприятное воздействие
оказывает фосфофиллит, так как он заполняет пространство между
относительно большими кристаллами гопеита. Пористость фосфатного
покрытия уменьшается также после обработки в растворе ангидрида хромовой
кислоты.
Технология нанесения покрытий включает в себя группу подготовительных
операций и работы, выполняемые' после получения фосфатного слоя.
Независимо от вида фосфатнрования, технологическим процессом
предусматривается выполнение следующих операций: обезжиривание,
промывка, фосфатирование, промывка, пассивация и сушка.
Табл. 2.6. Свойства, технология нанесения и области применения фосфатных
покрытий.
Для обезжиривания применяются, как правило, щелочные растворы. Это
дешевые средства, хорошо очищающие поверхность от большинства
загрязнений.
После обезжиривания детали тщательно промываются в проточной воде.
Непосредственно перед фосфатированием детали промываются еще раз в
теплой воде. Это необходимо для выравнивания температуры детали с
температурой раствора, находящегося в ванне, а также для активации
поверхностно^ слоя детали с целью получения мелкокристаллической
структуры покрытия. В этом случае теплая вода содержит добавку
активирующих солей, которыми чаще всего являются соли титана и
полифосфаты натрия. Активация необходима для получения
мелкокристаллических покрытий на протравленных или обезжиренных в
сильнощелочных растворах (рН>10) поверхностях.
Непосредственно перед фосфатированием выполняется предварительная
обработка, которая включает не более пяти самостоятельных операций, не
считая вспомогательных работ, к которым относится предварительная
протирка поверхности кузова шлифовальной шкуркой или ветошью, смоченной
в органическом растворителе, с целью ускорения обезжиривания. Правильный
выбор предварительной обработки имеет существенное значение для
получения качественного фосфатного покрытия и обеспечения длительной
работоспособности раствора для фосфатирования. Важную роль играет
процесс ополаскивания деталей перед фосфатированием, выполняемый с целью
исключения загрязнения ванны посторонними ионами, особенно С1- и SOl-,
содержащимися в водопроводной воде.
Обработка деталей после фосфатирования также начинается с промывки. Как
правило, это интенсивная промывка в проточной холодной воде, зачастую
деминерализованной. Иногда после промывки в холодной воде проводится
дополнительная промывка в теплой воде. На тщательность выполнения этой
операции обращается большое внимание, так как остатки соли в порах
фосфатного покрытия приводят к быстрому образованию пузырей под
лакокрасочным покрытием.
После промывки фосфатное покрытие уплотняется прополаскиванием в сильно
разбавленном растворе Сг03 или Сг03+Н3Р04 для пассивации открытой
поверхности металла в микропорах покрытия. После промывки в холодной
проточной воде детали сушат, а затем покрывают слоем грунта.
Таким образом, учитывая все проделываемые при фосфатировании операции,
можно считать, что число их доходит до одиннадцати. Однако процесс
фосфатирования при нанесении грунтовых слоев под лакокрасочные покрытия
из фосфатно-цинковых растворов состоит из 5--7 операций.
Габаритные размеры деталей автомобилей и массовость их производства
позволяют механизировать и автоматизировать
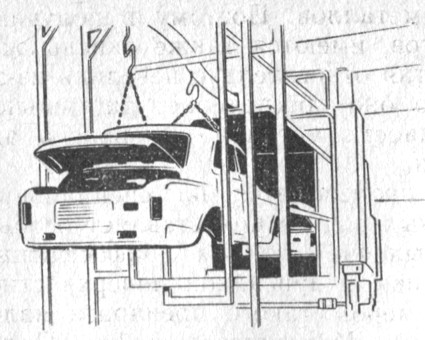
Рис. 2.3. Кузов автомобиля на входе в камеру фосфатнрокания
процесс фосфатировапия. Широкое применение получило фосфатирование
распылением, так как при этом значительно облегчается транспортировка
деталей и резко сокращается время обработки. Например, время обработки
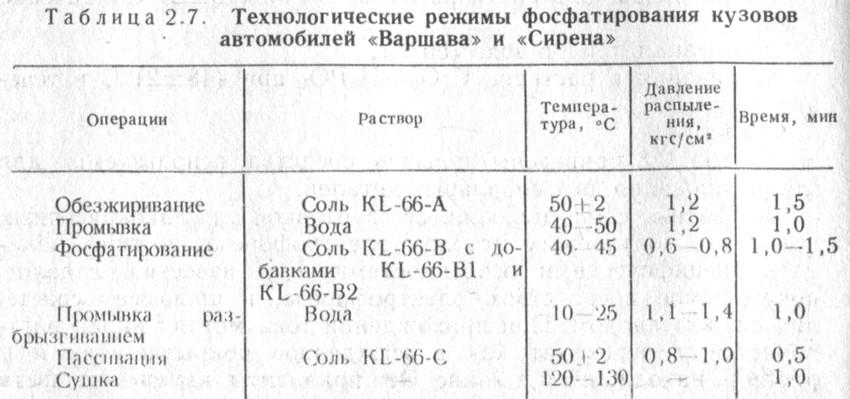
на отдельных операциях составляет 1-2 мин. В табл. 2.7 приведены данные
о технологическом процессе фосфатирования кузовов двух польских
автомобилей. Данный процесс разработан Институтом точной механики (IMP)
Процесс фосфатирования распылением осуществляется в проходных камерах,
снабженных подвесными транспортными средствами (рис. 2.3). Кроме того,
широко применяется фосфатирование методом погружения, который позволяет
тщательно нанести покрытие в труднодоступных местах, подвергаемых
наиболее сильному коррозионному разрушению. Однако установки для
фосфатирования кузовов методом погружения очень дороги и применяются
только при больших программах выпуска автомобилей.
В зависимости от габаритных размеров кузова применяется два типа
установок для фосфатирования.
Для относительно небольших кузовов, например микроавтобусов, применяются
однокамерные агрегаты периодического действия. В таких агрегатах
используется сокращенный цикл обработки, включающий 3-4 операции:
обезжиривание, ополаскивание, фосфатирование и промывка. Растворы,
применяемые для образования конверсионного покрытия, содержат фос-
Таблица 2.7. Технологические режимы фосфатирования кузовов автомобилей
фаты аммония или щелочных металлов. Поэтому в получающемся покрытии,
кроме фосфатов, имеются также окислы железа. Защитные свойства покрытия
относительно невелики из-за малой удельной массы. Однако оно
обеспечивает тщательное удаление загрязнений с поверхности металла и
хорошую адгезию лакокрасочного покрытия.
Фосфатирование автобусов производится на специальных стендах. Там, где
очистка сточных вод не представляет особых трудностей, применяется
распыление теплых бифосфатных растворов под большим давлением с
присадкой, поверхностно-активных веществ (ПАВ). Примером такого
препарата является раствор Бондер-1250 фирмы "Металлгезельшафт".
Получаемое покрытие имеет типично конверсионный характер. Некоторое
применение для этих же целей имеют препараты с обезжиривающим и
пассивирующим действием, преобразующие одновременно продукты коррозии.
Эти препараты распыляются при температуре окружающей среды или наносятся
кистью.
Польским препаратом, близким по своему действию и области применения к
раствору Бондер-1250, является обезжиривающе-пассивирующий раствор
K.L-70. Распыляется этот раствор под более низким давлением, а процесс
фосфатирования включает также промывку в воде и сушку. В ПНР этот
препарат нашел применение в крупносерийном производстве деталей прицепов
и амортизаторов. Фосфатирование проводится в проходной камере с
механизированным перемещением деталей. Следует добавить, что этот
раствор может быть использован при фосфатировании и методом погружения.
Покрытия из раствора фосфата цинка погружением наносятся на отдельные
части автомобилей. Примером может служить фосфатирование кабины грузовых
автомобилей Стар мод. 28 и 29, проводимое в следующей
последовательности:
обезжиривание горячим щелочным раствором;
промывка в холодной воде;
фосфатирование в растворе K.L-68-B при (48+2)°С в течение 7 мин;
промывка в теплой воде (50°С);
пассивация в растворе Ст03+Н3Р04 при (48+2)°С в течение 2 мин;
сушка.
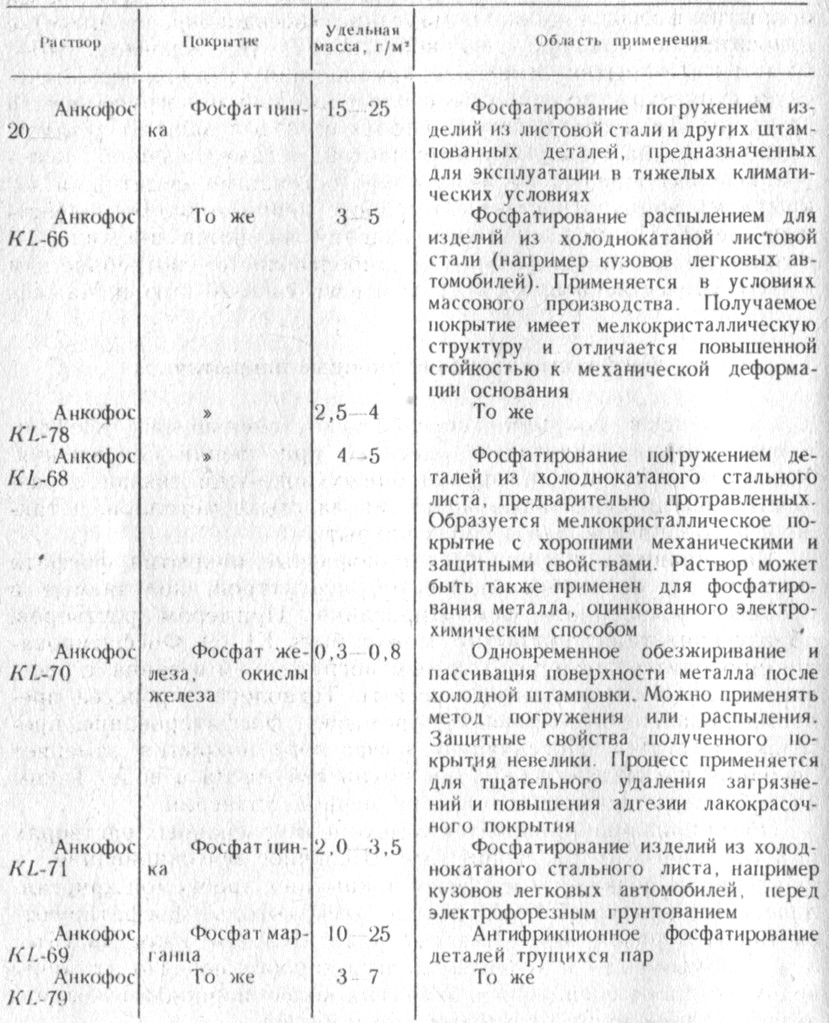
В табл. 2.8 приведены польские средства, используемые для фосфатирования
автомобильных деталей.
Фосфатные слои, являющиеся грунтовкой для лакокрасочных покрытий,
получаемых методом электрофореза, должны обладать специфическими
особенностями. Как известно, изделие, покрываемое посредством
электрофореза, в процессе осаждения служит анодом. При прохождении тока
металл анода растворяется и переходит как в осажденное покрытие, так и в
раствор, находящийся в ванне. Это приводит к изменению цвета
Таблица 2 8 Применение польских фосфатов для обработки автомобильных
деталей перед окраской
покрытия, ухудшению его антикоррозионных свойств и снижению прочности
краски, разбавляемой водой. Фосфатное покрытие должно быть достаточно
плотным и нерастворяемым, чтобы противодействовать диффузии ионов IV,
действие которых также вредно, как и влияние ионов Zn2t или POJ (ПРО2 ).
Фосфатные противокоррозионные покрытия
В качестве противокоррозионного слоя применяются покрытия фосфата цинка
и марганца (псевдоконверсионные) с относительно большой удельной массой
(в основном 10- 45 г/м2). Покрытия, имеющие крупно- или
среднекристаллическую структуру, получаются последовательным
погружением в растворы. Такая технология используется для защиты
деталей, хранящихся на складах, инструментов, а также изделий, которые
нецелесообразно покрывать дорогостоящими защитными покрытиями ввиду
относительно слабого коррозионного воздействия среды. Примерами таких
изделий являются пружины и различные детали подвески. К наиболее часто
употребляемым в ПНР отечественным растворам относятся А-20 и соли Мажеф.
Фосфатные антифрикционные покрытия
Эти покрытия способствуют уменьшению коэффициента трения сопрягаемых
деталей при трении скольжения. Механизм действия антифрикционных
покрытий связан с разделительными свойствами покрытия на стыке металлов,
а также с адсорбцией масла в порах покрытия.
Как правило, применяются однофазные покрытия фосфата марганца с
мелкокристаллической структурой, получаемые в процессе ускоренного
фосфатирования. Примером растворов, образующих такие покрытия, может
быть KL-69. Фосфатирование проводится последовательным погружением в
ванны с раствором или в специальные агрегаты Технология процесса
предусматривает: обезжиривание, промывку, фосфатирование, промывку и
сушку. Пассивацию фосфатного покрытия заменяет операция насыщения
покрытия эмульсией масла в воде. Таким способом защищаются детали на
период хранения.
Обезжиривание проводится только в эмульсионных растворах или
органических растворителях. Щелочное обезжиривание и травление не
позволяют получать покрытия с требуемой кристаллической структурой.
Примером деталей, которые фосфатируются таким образом, являются
распределительные валы двигателей, ведомые валы и зубчатые колеса
коробок передач, ступицы ведомого диска сцепления и зубчатых колес,
поршневые кольца, детали задних мостов грузовых автомобилей.