поддержка
проекта:
разместите на своей странице нашу кнопку!И мы
разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на
e-mail
Статистика
Противокоррозийные покрытия на новых автомобилях
Гальванические покрытия
Гальванические покрытия наносятся на детали для их противокоррозионной
защиты и для придания автомобилю требуемого внешнего вида.
В зависимости от назначения гальванические покрытия делятся на защитные,
предохраняющие металлические детали от коррозии, и защитно-декоративные,
которые наряду с защитными свойствами придают деталям хороший внешний
вид.
Примером защитных покрытий, наносимых на стальные детали и не требующих
декоративной отделки, являются цинковые и применяемые реже кадмиевые.
Защитно-декоративные покрытия бывают двухслойные (никель-хром) и
трехслойные (медь-никель-хром). Они наносятся на изделия, изготовленные
из стали, сплавов меди и цинка, а также синтетических материалов. Чаще
всего эти покрытия используются для декоративной отделки внутренних
деталей автомобиля, которые меньше всего подвержены коррозионному
воздействию, деталей внешней отделки кузова (стеклоочистители, дверные
ручки, молдинги и т. п.), которые подвержены коррозии в большей степени,
а также для частей автомобиля, работающих в исключительно агрессивных
коррозионных средах (буфера, колпаки колес, рамки фар и фонарей световой
сигнализации).
Характеристика некоторых гальванических покрытий, используемых в
автомобилестроении
В зависимости от механизма защиты металла основания гальванические
металлопокрытия делятся на анодные и катодные.
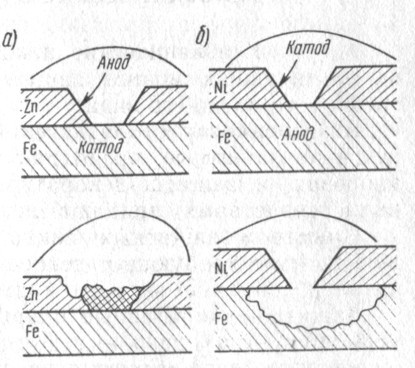
Анодные покрытия имеют в определенных коррозионных средах более
отрицательный электродный потенциал, чем потенциал защищаемого металла.
В случае повреждения покрытия или при наличии в покрытии пор происходит
разрушение электролитом не металла основания, а самого покрытия. Анодные
покрытия защищают металл одинаково от механических и электрохимических
повреждений. На рис. 2.1, а приведена схема процесса коррозионного
разрушения анодных покрытий, к которым относятся цинковые и кадмиевые.
Катодные металлические покрытия обладают в определенных коррозионных
средах более положительным электродным потенциалом, чем потенциал
металлической основы. Примером катодных покрытий для стальных деталей
являются покрытия из никеля и меди. Катодные покрытия надежно защищают
металлическую основу от коррозии только в случае, когда оно
непроницаемо, т. е. при отсутствии пор, трещин, отколов и отслоений. В
случае обнажения металла основания в электролитической среде образуется
гальванический элемент, в котором металл покрытия является катодом, а
металл основания - анодом. В результате электрохимической реакции
металлическая основа, находящаяся в контакте с покрытием, растворяется,
и изделие, находящееся под покрытием, подвергается разрушению. Процесс
разрушения катодного покрытия схематично представлен на рис. 2.1, б.
Некачественно выполненные катодные покрытия вызывают в открытых местах
сильную коррозию. Катодное покрытие защищает металл только механическим
действием, являясь изолятором между защищаемой поверхностью и
коррозионной средой. Защитное действие катодных покрытий резко снижается
при уменьшении толщины слоя и наличии пор.
Защита металлических деталей цинковыми и кадмиевыми покрытиями. Защитные
свойства цинковых и кадмиевых слоев, используемых в качестве анодных
покрытий, улучшаются при увеличении толщины слоя. Интенсивность
разрушения этих покрытий коррозией определяется видом покрытия,
шероховатостью поверхности и качеством дополнительной обработки,
выполняемой перед нанесением защитного слоя. На практике широко
используются цинковые покрытия, так как процесс их нанесения оправдан
технически и экономически. Цинковые покрытия дешевле вследствие
относительно низкой стоимости цинка и обладают хорошими
антикоррозионными свойствами в большинстве коррозионных сред.
Преимущества цинковых покрытий перед кадмиевыми особенно значительны в
коррозионной среде, содержащей даже небольшое количество отработавших
газов, в состав которых входят окислы серы.
Кадмиевые покрытия используются только тогда, когда имеется опасность
непосредственного воздействия на защищаемые поверхности растворов солей
и в случае скапливания влаги уа этих поверхностях.
Цинковые покрытия наносятся толщиной 5-40 мкм, а кадмиевые - 5-25 мкм.
Однако применение кадмиевых покрытий толщиной более 12 мкм, как правило,
экономически невыгодно. К недостаткам кадмиевых покрытий по сравнению с
цинковыми следует отнести их высокую стоимость, дефицитность и высокую
токсичность кадмия.
Сейчас широко применяется хроматирование (пассивирование) всех
оцинкованных и кадмированных деталей. Выполняется этот процесс
сравнительно просто (детали погружаются в ванну с раствором на несколько
секунд), но позволяет значительно повысить противокоррозионную стойкость
этих покрытий и увеличить их прочность. В зависимости от раствора и
параметров процесса хроматированные покрытия могут быть как бесцветными,
так и цветными - голубыми, светло-желтыми, золотистыми, коричневыми,
черными и др. Поэтому этот процесс можно иногда применять для
декоративной отделки деталей.
Защитно-декоративные покрытия никель-хром и медь-никель-хром,
применяемые для металлических деталей. Принимая во внимание особенности
отдельных слоев, входящих в состав многослойного покрытия
медь-никель-хром на стали, необходимо знать следующие основы процесса
атмосферной коррозии этих покрытий: хром - металл наиболее
коррозионностойкий, так как подвергается очень быстрой пассивации;
слой никеля не гарантирует сохранения декоративного вида покрытия, так
как он реагирует с загрязнениями коррозионной среды, вследствие чего на
его поверхности образуются продукты коррозии;
слой меди в коррозионном и электрохимическом отношении обладает теми же
свойствами, что и никель;
сталь (железо) как металл основания наименее устойчива против коррозии
по сравнению с металлами указанной системы:
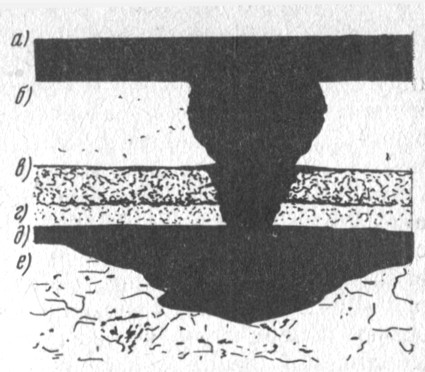
Рис. 2.2. Коррозия трехслойного покрытия медь-никель-хром (сильно
увеличено): а - внешний слой хрома; б - слой никеля; о - слой меди; г -
слой меди, осажденной из цианистой ванны; д - продукты коррозии стали; е
- металл основания
в действительности защитно-декоративное покрытие является обычно
последовательной комбинацией слоев меди, никеля и хрома, однако медь не
является абсолютно необходимой частью этой системы.
Если поврежденное место поверхности с покрытием медь-никель-хром
соприкоснется с электролитом, то создается гальванический элемент, в
котором слой хрома становится катодом, а слой никеля, открытый в порах
или трещинах, - анодом.
В этом элементе большая катодная поверхность (хрома) и очень маленькая
анодная (никеля) создают условия, которые вызывают особенно быструю
коррозию никеля. Коррозионное разрушение концентрируется в отдельных
рассеянных точках, где происходит дальнейшее проникновение агрессивных
компонентов через слой никеля и меди до самой поверхности стального
основания (рис. 2.2), вызывая его коррозию под покрытием.
Большое значение при использовании никелевых и медных слоев имеет их
сплошность. Чем более сплошными являются эти слои, тем больше
антикоррозионная устойчивость всего покрытия. Уменьшения пористости
покрытия можно добиться:
увеличением толщины отдельных слоев, что позволяет закрыть поры,
проникающие до металла основания;
Чем толще слой никеля или чем меньше разность потенциалов слоев хрома и
никеля в данной коррозионной среде, тем лучшую защиту металлической
основы от коррозии будет обеспечивать покрытие. Следует обратить
внимание на то, что никелевые блестящие однослойные покрытия вследствие
их более отрицательного потенциала, имеют меньшую коррозионную
устойчивость по сравнению с матовыми никелевыми слоями. Это объясняется
наличием в никелевой ванне серы, которая попадает туда из
блескообразующих добавок.
Важными факторами, определяющими противокоррозионные свойства покрытия,
являются расположение и интенсивность появления пор и микротрещин в слое
хрома. При большом числе мелких пор и микротрещин в слое хрома
увеличивается анодная поверхность (вследствие обнажения никеля в местах
пор и трещин), что, в свою очередь, уменьшает интенсивность образования
коррозионных язв. Другая возможность повышения коррозионной устойчивости
многослойных покрытий состоит также в нанесении совершенно сплошных
хромовых слоев, не имеющих ни пор, ни трещин. Такая технология
обеспечивает изоляцию поверхности никелевого слоя от окружающей среды и
внешних коррозионных факторов.
Раньше в качестве многослойного покрытия применяли никель-хром. Затем
это покрытие заменили трехслойным покрытием медь-никель-хром, используя
медь, как первый подслой. Притом необходимо выполнять полирование в
следующей последовательности: металл основания, медный слой, никелевый
слой. Непосредственной причиной применения меди в первый период
пользования этими покрытиями было большее распространение цианистых ванн
для меднения, чем никелевых. Теперь слой меди вводится в большинстве
случаев из экономических соображений, так как позволяет расходовать
меньшее количество никеля и получать более гладкие поверхности путем
нанесения блестящих медных покрытий или применением полирования их перед
нанесением никелевого слоя.
В последние годы, чтобы избежать применения токсичных цианистых
электролитов для меднения, в качестве первого основного подслоя
наносится никелевое покрытие, на него - слой меди из кислого
электролита, а на слой меди поочередно слои никеля и хрома.
Ввиду того что никель по отношению к стали является катодным покрытием,
необходимо, чтобы в его слое не было никаких пор. Для обеспечения полной
противокоррозионной защиты металла минимальная толщина покрытия должна
быть не менее 20-25 мкм. Толщина никелевых слоев в зависимости от
условий эксплуатации деталей обычно составляет 10-40 мкм. При этом, как
было сказано выше, часто наносят два или три слоя никеля, причем каждый
в своей ванне.
Согласно действующим рекомендациям ИСО, минимальная толщина подслоя меди
при покрытии стальных изделий должна составлять 10, 15 или 20 мкм, в
зависимости от условий эксплуатации изделий, рода и толщины никелевых и
хромовых слоев. На изделиях из сплавов цинка, получаемых литьем,
минимальная толщина подслоя меди должна быть 8 мкм.
Внешний слой хрома защищает никелевую поверхность от потускнения и
изменения цвета, а также повышает ее устойчивость к истиранию.
Установлено, что толщина и структура внешнего хромового слоя оказывают
существенное влияние на защитные свойства всего многослойного покрытия.
До настоящего времени толщина внешних слоев хромового покрытия
составляла 0,25-0,5 мкм, а сейчас применяются даже слои толщиной до 1,5
мкм. Важным фактором здесь, кроме толщины внешнего слоя хрома, являются
расположение, число и размеры пор и трещин, образовавшихся вследствие
наличия внутренних напряжений.
Другим методом усиления коррозионной устойчивости покрытия
медь-никель-хром является электролитическое хроматирование внешнего слоя
хрома.