Приведем некоторые общие сведения по холодной клепке вручную.
Существует прямой и обратный способы клепки; при первом удары молотком
наносят со стороны замыкающей, т. е. расклепываемой головки, во втором -
со стороны закладной головки. Обратный способ применяют тогда, когда,
например, неудобно наносить удары изнутри корпуса (как правило,
закладывают заклепки снаружи).
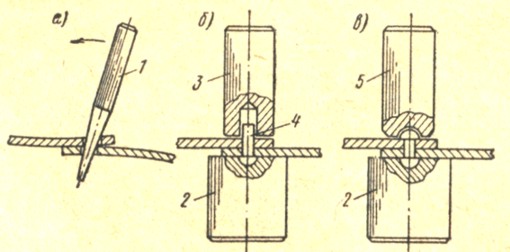
При клепке применяются такие инструменты (рис. 124): оправка 1 -
заточенный на конус стальной стержень, с ее помощью совмещают отверстия
при сборке деталей;
поддержка 2 - массивный стальной или чугунный стержень, служащий для
прижатия закладной головки в процессе клепки прямым способом;
Рис. 124. Инструменты для клепки: а -
выравнивание отверстий в листах; б - осадка листов; в - формование
замыкающей головки
обсадка 3 - стальной стержень с отверстием (по центру), диаметр
которого на 0,5-1,0 мм больше диаметра заклепки; употребляется для
уплотнения соединяемых деталей вокруг стержня заклепки 4
обжимка 5 - стальной стержень с лункой по форме замыкающей головки;
нанося по обжимке удары ручником, расклепывают выступающий конец стержня
заклепки.
Лучше применять заклепки из сплавов марок АМг-5 или АМц, а для корпусов
из дюралюминия - только из сплава В65.
Клепка набора к обшивке выполняется однорядными цепными швами;
водонепроницаемых соединений обшивки- двух- и трехрядными шахматными
прочноплотными швами.
Детали можно соединять внакрой либо встык с односторонней и двусторонней
планкой-подкладкой.
Диаметр заклепок d может быть принят равным удвоенной толщине металла
(или листа), из которого изготовлены соединяемые детали. При клепке
деталей разной толщины в расчет принимается меньшая, если же разница в
толщине значительна (2 мм и более), диаметр заклепки определится
формулой d = 2 корень квадратный (s), где s - суммарная толщина листов.
Длина стержня заклепки должна равняться общей толщине склепываемых
листов сложенной с величиной Р, необходимой для образования замыкающей
головки; для полукруглой головки Р = l,5d, конической - 1,3d,
полупотайной - l,ld, потайной - 0,9d.
Расстояние С между рядами заклепок, обусловливающее прочность и
плотность соединения, принимается равным, в зависимости от типа
соединения, 2-5d (например, для соединений листов обшивки расстояние
между рядами должно быть -3d).
Шаг t, т. е. расстояние между центрами соседних заклепок в одном ряду,
для прочноплотных швов следует брать от 3 до bd и для других соединений
- от 8 до 10d. Отстояние центра заклепки от кромки листа, профиля или
накладной планки принимается равным 1,8-2d.
Отверстия под заклепки аккуратно высверливают ручной или электрической
дрелью после предварительной разметки. Диаметр отверстий d должен быть
несколько больше диаметра заклепок:
d, мм......... 3,0 4,0 5,0 6,0 7,0
d0TB, мм ....... 3,1 4,1 5,2 6,2 7,2
Гнезда под закладные головки потайных и полупотайных заклепок зенкуют на
угол 90°. Глубина гнезд для потайной закладной головки при обратном
способе клепки должна быть на 0,1 мм меньше высоты головки заклепки, а
при прямом способе - равна высоте головки.
Перед клепкой детали собирают на монтажные (сборочные) болты,
устанавливаемые через каждые 10-12 отверстий. Клепку ведут от середины
шва к краям; под конец сборочные болты снимают, заменяя их заклепками.
Процесс клепки прямым способом выполняется так: под закладную головку
заклепки, введенной в отверстие, устанавливают поддержку; на стержень
заклепки надевают обсадку, затем уплотняют соединение несколькими
ударами молотка, после чего формируют замыкающую головку, ударяя
молотком по выступающему из соединения стержню заклепки. При
необходимости замыкающую головку формируют обжимкой.