Конструкции яхт из пластмасс за период около 20 лет претерпели
значительные изменения. Совершенствовались типовые узлы, пополнялись
знания о применяемых материалах, в связи с необходимостью
изготовления большого количества яхт велись поиски экономичных
конструкций и рациональной технологии. Вначале формовали только
корпуса яхт и считали это большим достижением. Стрингеры, палубы и
надстройки выполняли традиционным способом. Вскоре из нового
материала стали изготовлять также палубы, надстройки, комингсы и
люки. Постепенно отвыкли и от того, что корпус яхты состоит из
отдельных частей, подогнанных и соединенных друг с другом. Яхты из
пластмасс стали собирать из отдельных секций, как это делают в
крупном стальном судостроении. Снабжают эти секции дельными вещами и
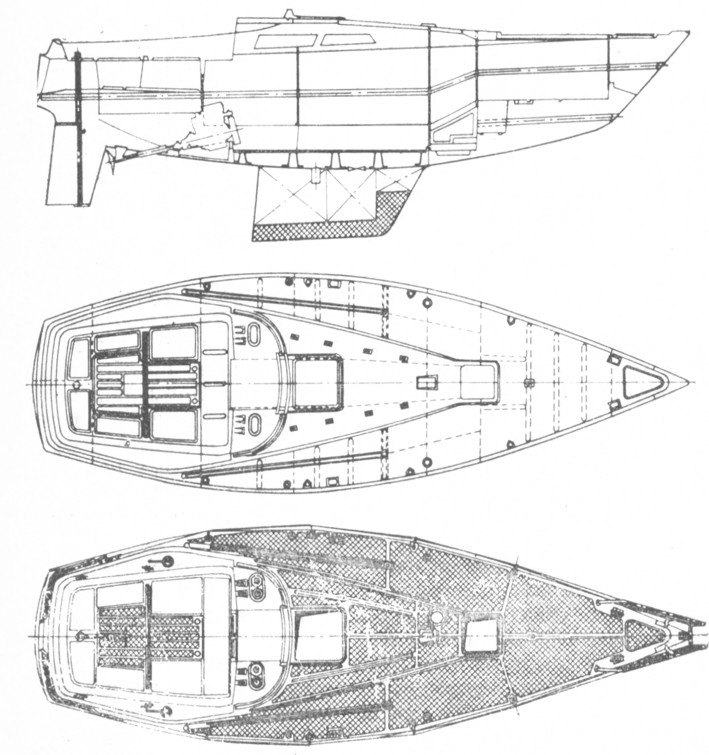
деталями внутреннего оборудования и собирают из них яхту. На рис.
123 и 124 можно видеть типовую конструкцию 9,6-метровой парусной
яхты <Корнет-32> из стеклопластика, на рис. 125 - характерные
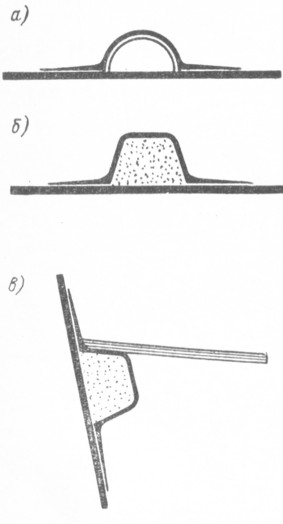
конструктивные узлы и соединения пластмассовых яхт. Соединение
палубы с корпусом, выполненное по типу а (рис. 125) с прессованным
профилем - фальшбортом, преимущественно применяется для яхт средних
размеров. Узел б характерен для небольших яхт и швертботов. У палубы
фланец направлен вниз, а у корпуса - наружу. Соединение выполняется
клееным на полиэфирном или эпоксидном связующем. Полосы мата,
наформованные изнутри на стык, обеспечивают более прочное
соединение. Соединения виг применялись на парусных яхтах несколько
лет тому назад. Деревянная планка в соединении в служит одновременно
фальшбортом - упором для ног, а в соединении г - планширем. Узлы d и
e применяются главным образом для моторных яхт и катеров. Стык в
соединение закрыт буртиком; в соединении е буртик и фальшборт
отформованы из пластмассы. Места соединений во всех случаях грубо
зашлифовывают и затем покрывают специальным клеем на полиэфирном или
эпоксидном связующем. Также во всех узлах важно обеспечить точную
подгонку и достаточное давление запрессовки.
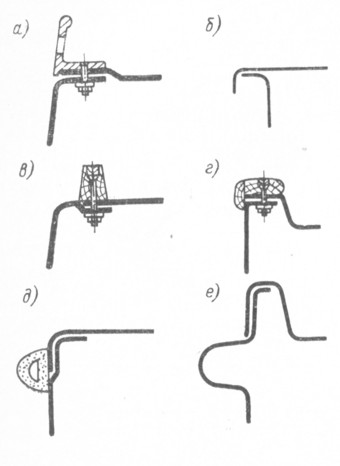
На рис. 126 представлены виды конструктивного исполнения привальных
брусьев. В варианте а резиновый профиль или профиль из
поливиннлхлорида крепят через металлическую полосу, находящуюся
внутри профиля. В полосе просверлены отверстия с резьбой, в которые
ввинчивают винты для крепления профиля к борту. В варианте б профиль
только приклеен и требует тщательной подгонки к поверхности борта. В
варианте в брус имеет вид профиля с пропущенной снаружи
металлической планкой для крепления. Эта конструкция по сравнению с
вариантом а имеет то преимущество, что крепление можно осуществлять
на шурупах или винтах и не нарезать резьбу в планке. В вариантах гид
используются профили с пазом. Их надевают на фланцевое соединение
палубы с корпусом и склеивают. В варианте е ламинированный
деревянный брус защищен снаружи металлической полукруглой планкой.
Брус устанавливают на соединение палубы с корпусом и крепят на
сквозных винтах к металлической полосе. Такое исполнение применяют
почти исключительно на рабочих лодках.
На рис. 127 показаны распространенные конструкции про дольных
стрингеров. В варианте а стрингер состоит из полу трубы как несущего
профиля с наформованными на нем полосами из стекломата. В вариантах
6 ив стрингеры сделаны из пенопластового стержня - оформителя, также
обклеенного полосами мата. Стрингер типа в расположен так, что к
нему можно крепить часть оборудования. Но чаще всего выбор
останавливают на варианте а, так как в полом пространстве стрингера
можно прокладывать провода и кабели.
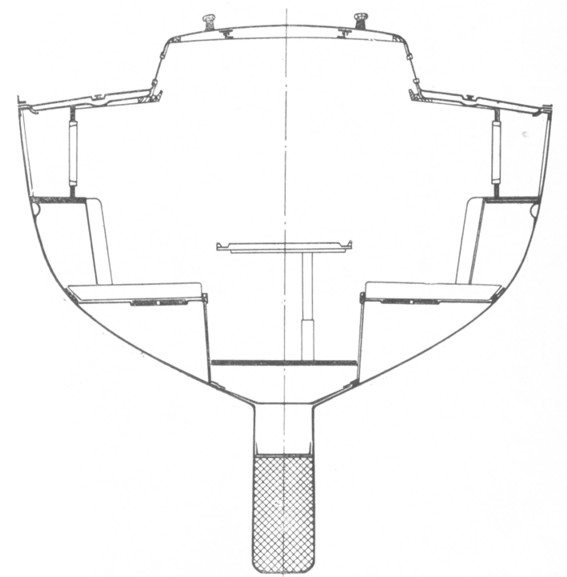
Поперечные сечения корпуса в районе фундамента под двигатель
представлены на рис. 128. Во всех трех поперечных разрезах показаны
две параллельно расположенные продольные балки из стеклопластика с
закрепленной сверху металлической полкой. Вариант а изготавливается
в виде целой детали с расположенной между балками масляной ванной и
наружными фланцами для склеивания. Наружные фланцы дополнительно
обклеивают полосами стекломата. В варианте 6 фундамент состоит из
двух отдельно подогнанных к корпусу продольных балок, которые
приформовывают к днищу полосами мата. Эту конструкцию применяют
только в том случае, когда нецелесообразно изготовление матрицы для
формования цельного фундамента (вариант а). В варианте в фундамент
отформован совместно с внутренней оболочкой и с ней вклеен в корпус.
Варианты а ив пригодны только для одного определенного типа
двигателя, в то время как б - для различных типов двигателей. Все
фундаменты состоят из П-образных продольных балок из пластмассы.
Конструкции с вклеенными деревянными продольными балками давно
устарели.
Рис. 128. Поперечные сечения по фундаменту
для двигателя.
На рис. 129 можно видеть два типа рулевого устройства на
пластмассовой яхте. В варианте а руль и плавник сделаны из
стеклопластика. Баллер руля выполнен из высококачественной стали с
приваренными к нему стальными ребрами для пера руля. Перо руля
склеивают из двух половинок из пластмассы и заполняют полиуретановой
пеной. Гельмпортовая труба изготовлена также из пластмассы и склеена
с корпусом. Подшипники из бронзы вставлены в нее заранее. В варианте
б балансирный руль полностью изготовлен из металла с баллером
переменного сечения и обшивкой, приваренной к поперечным ребрам.
Гельмпортовая труба выполнена также из металла и крепится к
пластмассовому корпусу на болтах, пропущенных через фланцы. Эту
конструкцию руля применяют пока редко.
Балластные кили на парусных яхтах чаще всего формуют совместно с
корпусом и снаружи ламинируют стеклотканью (рис. 130). В варианте а
свинцовый балласт укладывают внутрь в виде слитков, а пространства
между ними (примерно 20% по объему) заполняют жидким свинцом. Для
возможности заливки внутренние поверхности киля покрывают
асбестовыми матами. В варианте б балласт также укладывают в виде
слитков и пространства между ними заполняют свинцовыми шариками
(дробью) диаметром 1-4 мм. Этот метод более экономичный, однако
объем балласта получается чуть больше и поэтому центр тяжести
оказывается расположенным несколько выше. В обоих вариантах после
укладки балласта его верхнюю поверхность заформовывают
стеклопластиком. Преимущество здесь в том, что сразу над балластом
можно расположить цистерны для воды или топлива. В варианте в
свинцовый киль - отливку крепят болтами, как у деревянных яхт. Этот
метод дороже, чем оба предыдущих, так как необходим литой фальшкиль.
При повреждениях болты могут оказаться источниками проникновения
воды внутрь яхты. Преимуществом варианта в является более низкое
положение центра тяжести, вследствие чего данный вариант
предпочитают применять на гоночных яхтах.
На рис. 131 показана конструкция закрытий рундуков, расположенных
под сиденьями кокпита. В варианте а крышка рундука изготовлена из
пластмассы с покрытием из тика - а, варианте б -из
судостроительной фанеры. На нижней стороне крышки, покрытой
эпоксидной смолой, крепится уплотнение из губчатой резины.
Пластмассовый комингс отформован в обоих случаях вместе с палубой.
Конструкция проста в изготовлении и гарантирует абсолютную
водонепроницаемость.
Рис. 129. Конструкции рулевого устройства на
пластмассовой яхте
Рис. 130. Балластные кили.
Рис. 131 Крышки рундуков в кокпите.
На рис. 132 представлены виды исполнения сдвижного и откидного
люков. На двух верхних рисунках показаны сдвижные люки в поперечном
разрезе. В исполнении а крышка люка выступает над палубой; в
варианте б - люк с утопленной крышкой. Крышки люков делают из
пластмассы с привинченными внутри направляющими полозьями из
полиамида. В варианте а комингс выполнен из пластмассы. Деревянная
планка, прикрепленная сверху на винтах, препятствует съему крышки
вверх. В исполнении б крышка скользит по металлическим полозьям,
которые крепятся к надстройке. Конструкция в представляет собой
светлый люк, целиком смонтированный на металлической раме, которая
крепится к пластмассовому комингсу на клею и болтах.
На рис. 133 представлены различные конструкции выводов трубопроводов
за борт: а - вывод в подводной части с забортным креплением на
резьбовой муфте с запорным клапаном и шланговым штуцером из бронзы;
б - заформованный внутрь обшивки штуцер из пластмассы, на который
надевают шланг и крепят его с помощью плоского хомутика (эту
конструкцию нельзя применять для подводной части, так как здесь нет
запорного клапана); в-соединение верхнего конца трубы шпигата с
палубой или днищем кокпита. При выполнении всех выводов сквозь
наружную обшивку или палубу операцию присоединения шланга нужно
проводить очень тщательно, поскольку в данном случае труднее достичь
водонепроницаемости, чем на яхтах из дерева или металла.
На рис. 134 показаны два вида исполнения дейдвудной трубы. В
варианте а дейдвудная труба металлическая с резьбовыми фланцами на
концах; обтекатель дейдвудной трубы выполнен из пластмассы и склеен
с корпусом. В варианте б предусмотрена опора гребного вала у винта в
виде кронштейна, а труба изготовлена из стеклопластика и
приформована к корпусу.
На рис. 135 показаны Два вида крепления поручней. В варианте а опора
поручня заформована в палубу. При ламинировании сакладывают
металлическую пластинку, в которой потом делают отверстия с резьбой
для винтов крепления поручня. В варианте б металлическая опора
привинчена к металлической накладке под палубой.
Рис. 132. Люки: сдвижной (а и б) и откидной
светлый (в).
Рис. 133. Конструкции выводов трубопроводов
через наружную обшивку.
Рис. 134. Схема крепления дейдвудной трубы к
корпусу.
Рис 135. Схема крепления поручней.
Рис. 136. Виды приформовки внутренних
переборок из фанеры.
Из рис. 136 можно получить представление о способах
при-формовки поперечных переборок из морской фанеры к пластмассовому
корпусу. Для надежной связи переборки с обшивкой фанеру необходимо
обработать грунтом на основе полиуретана, а также просверлить
множество несквозных отверстий с обеих сторон. Приформовка
осуществляется тремя-четырьмя слоями стеклоткани, накладываемыми в
виде угольников. Накладка из широкой полосы по периметру переборки
гарантирует снижение скалывающих напряжений в соединении. Вариант
исполнения узла с использованием трапециевидной полосы облегчает
подгонку переборки по обводу корпуса и делает соединение более
эластичным.
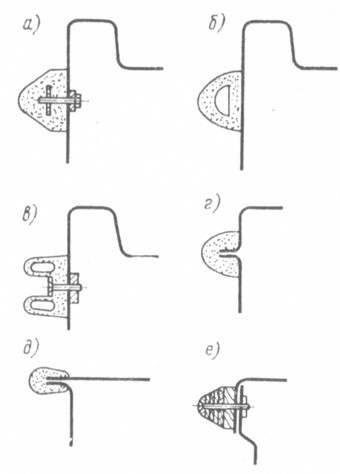
Детали крепления вант-путенсов к корпусу можно видеть на рис. 137.
Наиболее надежный вариант а - крепление вант-путенсов к поперечным
переборкам с помощью металлической обоймы, хорошо распределяющей
усилия по площади. Где невозможен монтаж поперечных переборок, надо
установить продольные связи или консоли. В варианте б, где нет
переборки, приформовывают несущую металлическую балку П-образного
профиля, через которую крепят обушок вант-путенса. В варианте в в
качестве вант-путенса используется пластина с обушком, которую
привинчивают к палубе четырьмя болтами. Нагрузка хорошо
распределяется на палубу и борт благодаря установке ламинированной
стеклопластиковой кницы, к которой с обеих сторон прикрепляют
пластины с плечами удлинения. В варианте г вант-путенс в виде
пластины с обушком крепят через палубу к сварной пластине с двумя
разнесенными в сторону плечами. После монтажа пластину
приформовывают стеклопластиком к наружной обшивке. Этот вариант не
так хорош, так как изгибающий момент передается на наружную обшивку
и, следовательно, на место соединения. Контроль прочности или
дальнейшая замена при такой конструкции затруднены. Есть еще и
другие варианты, например, когда вант-путенсы в виде металлических
полос с отверстием пропущены вверх через палубу и скреплены винтами
с наружной обшивкой.
При всех вариантах исполнения толщину наружной обшивки и палубы у
вант-путенсов надо увеличивать примерно на 25%.
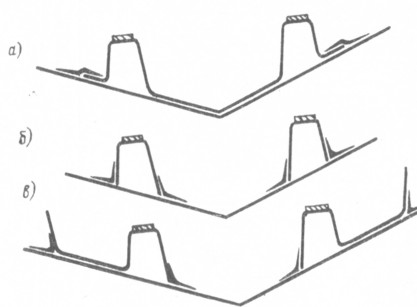
На рис. 138 представлены типовые способы установки на палубе
различных дельных вещей. В местах креплений при формовании палубы
делают утолщения путем укладки дополнительных слоев ламината. Если
палуба имеет трехслойную конструкцию, то в районе установки дельных
вещей во внутреннем слое обшивки делают высадку на толщину
заполнителя (рис. 138, в).
Рис. 137. Схема установки вант-путенсов.
Рис. 138. Схема установки утки (а), обушка
(б) и кнехта на трехслойной палубе.
Рис. 139. Виды крепления леерных стоек.
При установке леерных стоек (рис. 139) палубу в этих
местах усиливают для восприятия изгибающих моментов, которые следует
ожидать при эксплуатации. В варианте б опора со стаканом и обушками
для крепления установлена на палубу и скреплена винтами с
подкладочной пластиной. При другом исполнении (вариант а) конец
съемной вращающейся стойки с приваренной к ней пластиной вставлен в
отверстие в палубе и под палубой закреплен с помощью подкладочной
пластины и гайки.
Проследим последовательность изготовления корпуса е монолитной
обшивкой, начиная от подготовки формы и кончая готовой конструкцией.
Поверхность матрицы сначала обрабатывают дисковой шлифовальной
машиной с зернистостью 180-400 мкм при 1800 об/мин. Затем ее
предварительно полируют шлифовальной пастой при той же частоте
вращения и после этого выполняют тонкую полировку шлифовальной
пастой при 3400 об/мин. В результате форма приобретает блестящую
полированную поверхность.
Чтобы обеспечить безупречный съем готовой детали, форму следует
покрыть разделяющим средством, которое бы препятствовало соединению
детали с формой. Для этой цели применяют раствор воска, масла и
другие образующие пленку разделяющие средства. Еще недавно после
каждого снятия готового изделия форму вновь нужно было покрывать
разделяющим составом. Сегодня имеются разделяющие средства,
позволяющие снимать с формы 10 и более конструкций без нанесения
нового разделительного слоя. Одно из таких средств известно под
названием "Поливакс". Его наносят и растирают по поверхности матрицы
и после высыхания слегка полируют сухой тряпкой.
Смолу для поверхностного декоративного слоя, уже подкрашенную на
заводе и с добавкой ускорителя, например 0,5% кобальта, отвешивают
из расчета 500 г на 1 м2 поверхности корпуса и смешивают с 2-3%
отвердителя. Затем связующее наносят равномерно на подготовленную
поверхность матрицы широкой кистью или пульверизатором не более чем
за 20 мин, так как смола в сосуде быстро начинает желатинизироваться.
Необходимо также наносить слой по возможности равномерно с
максимальной толщиной 0,5 мм. Слишком толстый слой склонен к
образованию трещин, а через очень тонкий слой впоследствии
просвечивает темная смола армированных стекло-материалами слоев.
Если у яхты надводный борт и подводную часть надо окрасить в разные
цвета, а также нанести ватерлинию, то применяют смолы с различными
пигментами. Сначала оклеивают липкой лентой с верхней и нижней
сторон ватерлинию, нанесенную на поверхность матрицы, и затем
покрывают ее смолой необходимого цвета. Через 15-30 мин, пока смола
не затвердела, отрывают нижнюю ленту. Еще примерно через 30 мин
смола затвердевает в достаточной степени и тогда можно покрывать
декоративными слоями соответствующих цветов подводную часть и
надводный борт. Таким образом, нет необходимости точно отбивать
ватерлинию на готовом корпусе - она получается благодаря
затвердевшей смоле.
Декоративный слой оставляют желатинизироваться примерно в течение
часа и затем приступают к укладке в матрицу первого слоя
стекловолокнистого наполнителя со связующим. Оставлять поверхностный
слой затвердевать на более длительное время или на ночь не
рекомендуется, так как при этом стирол испаряется и качество слоя
ухудшается. Во время отверждения необходимо наблюдать за
температурой, влажностью воздуха, а также отсутствием сквозняков.
В качестве первого армированного слоя применяют стекло-холст или
стекломат с поверхностной плотностью не более 300 г/м2. Перед
укладкой стекломатериала на отвердевший поверхностный слой наносят
слой связующего на основе полиэфирной смолы в количестве около 500
г/м2. В полиэфирную смолу, как правило, смешанную на заводе с 0,2%
кобальтового ускорителя, незадолго до нанесения вводят отвердитель.
На слой связующего кладут стекломатериал и прикатывают плюшевым
валиком к поверхности матрицы так, чтобы стеклохолст полностью
пропитался связующим. В труднодоступных местах и углах стекломат
уплотняют дисковым роликом. Необходимо следить за тем, чтобы под
стекломатом не оставались воздушные включения, которые впоследствии
приходится с большими затратами труда шпаклевать, шкурить и
полировать.
Второй стекловолокнистый слой кладут, как и первый, и пропитывают
смолой. Для этого и последующих слоев применяют более толстый мат с
поверхностной плотностью 450 г/м2 или стеклоткань с поверхностной
плотностью примерно 300 г/м2. Количество слоев стеклоткани
устанавливается по конструктивным чертежам. Если надо сделать
местные усиления, то дополнительные слои кладут под последний слой,
чтобы их можно было сплошь заформовать.
Связующее наносят частями с таким расчетом, чтобы желатинизация
начиналась примерно через 30 мин; через два часа после полного его
отверждения можно накладывать следующий слой, не повреждая
предыдущий. При названных выше условиях отверждение всего ламината
почти заканчивается за 24 ч, так что изделие можно снимать с
матрицы. Дальнейшее отверждение происходит медленнее, поэтому не
рекомендуется только что отформованную конструкцию хранить на
открытом воздухе при низких температурах.
Для облегчения снятия оболочки корпуса с формы обычно применяют
воду, подаваемую под давлением через штуцер в зазор между
поверхностью отформованного изделия и матрицы.
Где это невозможно, при формовании к оболочке
прикрепляют планки с отверстиями, за которые потом деталь можно
отделить от матрицы с помощью подъемного механизма. Как
вспомогательные средства используют узкие клинья из мягкого дерева,
вставляемые между формой и изделием. При затруднениях в процессе
снятия изделия с формы ни в коем случае нельзя пользоваться
молотком, даже резиновым, так как в этом случае повреждается ламинат.
Готовую деталь проверяют на обычные дефекты и затем обрезают
выступающие кромки (облой), лучше всего алмазной дисковой пилой.
Только после этого можно приступить к монтажу.
Снятое с формы изделие, например верхнюю часть яхты, состоящую из
палубы, каютной надстройки и кокпита, доставляют на место сборки.
Здесь монтируют все дельные вещи, подгоняют иллюминаторы - словом,
стараются смонтировать как можно больше деталей - и только тогда
соединяют верхнюю часть с корпусом.
Для крепления дельных вещей применяют главным образом винты и болты
из высококачественной стали. Дельные вещи надо ставить на резиновый
уплотнитель, например, силиконовый каучук, так как неплотности в
пластмассовой яхте не исчезают сами по себе, а становятся со
временем еще больше. При сверлении отверстий в деталях из пластмасс
используются сверла из особо твердого металла, поскольку
стекловолокнистые наполнители быстро притупляют инструмент. Сверлить
надо осторожно и с небольшим давлением, чтобы не разорвать
стекловолокно и не допустить проникновения в слой влаги. Отверстия
большого размера вырезают ножовкой. В стекловолокне кроется
множество источников дефектов. Большинство из дефектов,
обусловленных, как правило, недостаточно качественным выполнением
работы, можно установить только лабораторным анализом. Видимые
пороки обнаруживаются чаще всего в поверхностном слое (воздушные
пузыри). Назовем наиболее часто встречающиеся дефекты, причины их
возникновения и способы устранения.
1. Дефекты декоративного слоя:
а) воздушные пузыри (причины: недостаточная вентиляция, слишком
острые углы в форме; устранение: шпаклевать густым связующим с
пигментом того же цвета, шкурить и полировать);
б) тонкие трещины (причины: очень сухое связующее для поверхностного
слоя, густо нанесенное, большие напряжения из-за недостаточной
толщины ламината; устранение: шлифовать и вновь нанести декоративный
слой или усилить ламинат);
в) <слоновая кожа> (причины: очень тонкий поверхностный слой;
устранение: теми же способами, как и при других дефектах);
г) изменение окраски с течением времени (причины: недостаточная
стойкость к агрессивным средам, недостаточное отверждение из-за
интенсивного испарения стирола; устранение: зачистить весь слой с
последующим покрытием из шприиз двухкомпонентным лаком);
д) позднее образование пузырей, как правило, в районе подводной
части (причина: недостаточное отверждение поверхностного слоя или
плохое его качество; устранение: шкурить грубой шкуркой, шпаклевать
шпаклевкой на полиэфире с последующим покрытием из шприца).
Устранение дефектов в поверхностном слое - очень трудоемкий процесс
и часто обходится намного дороже, чем применение смолы более
высокого качества или постоянный контроль за правильностью
выполнения работы.
Если в поверхностном слое дефекты можно сразу обнаружить после
снятия с формы, то в ламинате, находящемся под этим слоем, пороки
невидимы и их трудно установить.
2. Дефекты в ламинате:
а) воздушные включения (пузыри) (причины: недостаточно плотные
укладка и прикатка стекломатериала; устранение: большие пузыри
сошкурить и вновь ламинировать, небольшие отдельные пузыри можно
оставить без внимания);
б) стекловолокнистые материалы просвечивают (причины: использовали
стекломатериал, покрытый плохо растворяющимся стиролом связующим
веществом, или его укладывали при высокой влажности воздуха, или
отверждение проходило слишком быстро; устранение: в отдельных местах
сделать местные усиления либо удалить часть детали);
в) ламинат при постукивании звенит (причины: недостаточное
отверждение; устранение: выдержка около 8 ч при 50°С, если это не
поможет, то деталь надо заменить);
г) на поверхности образуются через несколько лет большие пузыри,
особенно в районе подводной части (причины: недостаточное
отверждение, плохое качество стеклонаполнителя, который покрыт плохо
растворяющимся стиролом связующим веществом; устранение: если пузыри
расположены местами, то эти места усиливают дополнительным
ламинированием, если на всей поверхности детали, то ее надо
заменить).
Из названных дефектов и причин их появления можно понять, как трудно
изготовить безупречный ламинат. Если при постройке металлических или
деревянных корпусов рабочему дают уже подготовленный исходный
материал, то качество деталей из пластмасс в основном зависит от
тщательности выполняемой работы, начиная от приготовления материала
и кончая контролем качества мастером. В связи с этим при
изготовлении конструкций из пластмасс рекомендуется механизировать
работы, производимые вручную, например, использовать машины для
смешивания смолы и отвердителя, устройство для пропитывания
стекломатериала или управляемые машины для напыления стекловолокна.
Надо опровергнуть широко распространенное мнение, что каждый
любитель после короткого обучения может сам формовать свою лодку.
Следует еще раз подчеркнуть: оптимальные качества деталь приобретает
только в том случае, когда все условия, начиная от выбора материала
для яхты, его обработки и кончая оборудованием мастерских,
выполнены.