Метод постройки корпуса в положении <килем вверх> представляет
собой разновидность сборки корпуса на поперечном наборе и пригоден
только для яхт небольших раз-мерений. Работы по обшивке при этом
упрощаются, но способ этот может быть применен только для яхт, не
имеющих обширной системы днищевых связей в виде мощных фундаментов
для двигателей и встроенных цистерн. Небольшие цистерны
устанавливают дополнительно.
Шпангоуты изготовляют, как это уже было описано, а собранные заранее
секции палубы укладывают на подготовленную сборючную ^постель
набором вверх. Шпангоуты, у которых при предварительной сборке не
было бимсов, снабжают временными поперечными распорками. К палубе их
крепят на монтажных болтах или сваривают с кницами. Выравнивание
шпангоутов производится, как уже было описано, с помощью
вспомогательных реек или угольников и струбцин либо с применением
точечной сварки (электроприхваток). После того как заготовки киля
уложат в вырезы флоров и сварят с ними, подгоняют интеркостельные
продольные связи между шпангоутами и приваривают их. В местах
прохода таких продольных связей или стрингеров раскрепляющие
угольники можно убрать.
Обшивку целесообразно начинать с ширстрека, прилегающего к палубе, и
одновременно с килевого пояса. Это позволяет , вести работы сразу
несколькими бригадами. Подгонка последнего пояса, так называемого
забойного, хотя и требует некоторой точности работ, но для опытного
судостроителя не представляет никаких затруднений. Точно подогнанный
пояс обшивки, после того как изнутри подготовлена V-образная
разделка под сварной шов, прижимают с помощью прикрепленных
вспомогательных колодок и клиньев к шпангоутам. Последовательность
сварки обычная: сначала заваривают стыки, потом полностью продольный
шов и наконец заключительный шов. Точечную сварку (прихватку),
заварку внутренних швов, обработку корня шва снаружи и затем
наружный сварной шов выполняют так же, как было рассмотрено выше
(рис. 93).
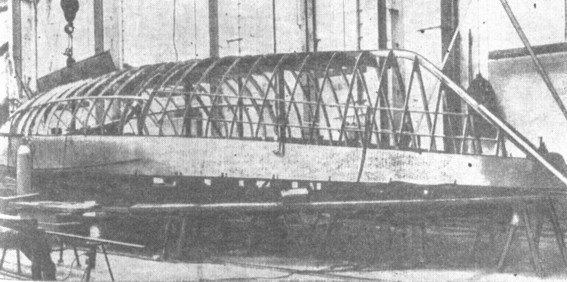
Рис. 93. Сборка корпуса в положении килем
вверх на палубе. Обшивать корпус начинают с ширстрека.