Комбинированная конструкция корпуса довольно часто применяется в
европейском серийном производстве моторно-парусных яхт. Особенной
известностью пользуется североитальянская верфь "Багильетто", на
которой строятся быстроходные и легкие моторные яхты. Благодаря
систематизированной технологии, которая будет описана ниже, здесь
организовано рациональное производство яхт при приемлемых затратах и
рыночных ценах. Только этим можно объяснить тот факт, что верфь
несмотря на всемирную конкуренцию в течение 60-х и 70-х годов
построила и продала сотни яхт длиной 14-22 м и при этом имела мало
рекламаций. Такой успех не в последнюю очередь нужно отнести за счет
выбранного строительного материала - древесины, которая
нечувствительна к колебаниям конъюнктуры.
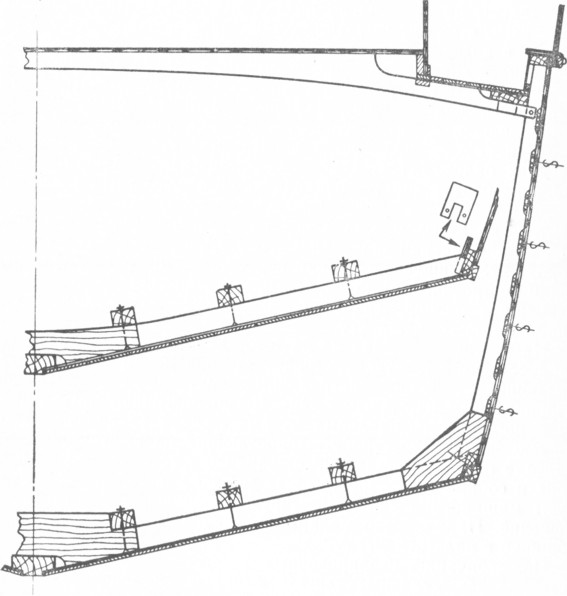
Как показывает наглядно типовое сечение мидель-шпангоута корпуса
комбинированной конструкции с деревянным набором (рис. 71), днищевая
часть обшивки с изгибом в носовой части склеена из двух слоев
деревянных планок по поперечным шпангоутам. На моторной яхте длиной
18 м, развивающей скорость 26 уз, днище имеет толщину всего 21 мм и
состоит из диагонального внутреннего слоя - набора 9-миллиметровых
планок древесины кайя и наружного слоя - из таких же
12-миллиметровых планок, уложенных вдоль судна. При расстоянии между
шпангоутами около 500 мм между ними устанавливают дополнительные
днищевые шпангоуты для передачи на продольные связи сильных ударов,
возникающих при ходе на волнении. Борта катера, подвергающиеся много
меньшим нагрузкам, обшивают морской фанерой толщиной 17 мм, которую
нарезают полосами шириной около 400 мм, приклеивают к пазовым рейкам
и затем привинчивают шурупами. Между двумя пазовыми рейками шириной
60 мм ставят дополнительную рейку для обеспечения местной жесткости.
Рис 71. Конструктивный "мидель-шпангоут"
моторной яхты с комбинированной обшивкой из фанеры (борг) и планок,
применяемый на верфи "Багильетто".
Поперечный набор у этого корпуса заготовляют из отдельных
деталей, которые фрезеруют по шаблонам и затем с помощью
соответствующих накладок собирают в шпангоутные рамы. Поперечные
переборки склеивают из двух слоев фанеры и также фрезеруют по
контуру по шаблонам.
Киль, форштевень и стрингеры при постройке по методу верфи "Багильетто"
склеивают из отдельных частей массивной древесины с соответствующими
косыми накладками. Пока существует качественно выдержанная
древесина, нельзя ничего сказать против ее применения. Ламинирование
отдельных деталей обошлось бы значительно дороже. Стапель для
постройки моторной яхты по этому методу состоит из трех продольных
балок. На среднюю кладут киль, а боковые служат опорами для
шпангоутов. После того как рамы шпангоутов поставлены на стапель, на
них кладут изготовленные заранее днищевые стрингеры. Затем
устанавливают поперечные переборки, в которых уже сделаны вырезы для
днищевых стрингеров. Далее днищевые стрингеры крепят болтами или
шурупами к шпангоутам и переборкам, монтируют палубные стрингеры,
карленгсы, подкрепления для лебедок и палубных деталей. Параллельно
с установкой палубных стрингеров обшивают борта корпуса; днище из-за
конструкции стапеля, состоящего из трех балок, остается все еще
открытым. В любом случае обшивка бортов корпуса заканчивается после
монтажа настила палубы.
Эффект этого метода серийной постройки состоит в том, что по
завершении обшивки бортов стапель освобождается и корпус без
днищевой обшивки передвигают на расположенный сзади достроечный
стапель. Благодаря этой системе можно так размещать одновременно
работающих над яхтой людей, что они не мешают друг другу.
На достроечном стапеле на готовую палубу устанавливают заранее
заготовленную надстройку. Одновременно другая бригада обшивает днище
диагональным внутренним слоем досок и продольным наружным слоем.
Доски подгоняют друг к другу с помощью специальных ручных фрез и
склеивают с помощью зажимных устройств, работающих на сжатом
воздухе. Бригада наверху устанавливает заранее заготовленный
фальшборт и собирает надстройку. Как только днище готово, изолируют
машинный отсек и монтируют оборудование жилых помещений. Параллельно
маляры производят окраску наружной обшивки и надстройки.
По окончании изолировочных работ в машинном отсеке устанавливают
главные двигатели и вспомогательные агрегаты, монтируют системы,
обслуживающие их. Одновременно ставят на место иллюминаторы в
наружной обшивке и надстройке, монтируют палубные устройства, ведут
малярные работы снаружи корпуса. Благодаря такому ритмичному методу
средняя судоверфь может каждые 4-5 недель выпускать на ходовые
испытания моторную яхту длиной 20 м. Высокая производительность
достигается благодаря систематизированному технологическому процессу
и хорошему планированию.