Применение склеивания жидкой нерастекающейся резорциновой и
фенолформальдегидной смолой явилось таким же мощным толчком для
улучшения качества постройки яхт из дерева, как пескоструйная
обработка и длительная консервация - для постройки яхт из металла. В
то время как на конструкцию металлических яхт упомянутое
усовершенствование практически не повлияло, появление методов
прочного и долговечного склеивания сыграло большую роль в
проектировании деревянных судов. Однако прошли многие годы, пока
конструкторы и верфи оценили склеивание с его огромными
возможностями для создания оптимальных конструкций.
Из описания современных методов постройки яхт из дерева нетрудно
видеть, какое значение имеет материально оправданная конструкция для
снижения трудоемкости постройки и, ] следовательно, для снижения
стоимости яхт. В отличие от склеивания фанеры, которое
осуществляется в подогретых прессах, для монтажного склеивания
деталей корпуса необходим клей, заполняющий швы и затвердевающий в
холодном состоянии.
Клей на резорциновой смоле, состоящий из двух компонентов, настолько
отвечает всем требованиям, что его применяют не только при постройке
яхт, но и в общем строительстве из дерева. Клеи холодного
отверждения на другой химической основе не подходят по цене и
поэтому не используются для постройки деревянных яхт. Резорциновый
клей, как сокращенно называют клей на резорциновой
фенолформальдегидной смоле, является смесью смолы и отвердителя и
применением различных отвердителей его можно приготовить различной
вязкости. Наряду с хорошей механической прочностью и высокой
долговечностью резорциновый клей устойчив против кислот, слабых
щелочей, растворителей, плесени, грибков и микроорганизмов. Кроме
того, он устойчив против непогоды, горячей воды и высокой
температуры. Хотя по инструкциям DIN разрешается добавлять в клей до
30% заполнителя (каолин и древесную муку) для повышения вязкости и
снижения стоимости клея, при постройке яхты этого не делают. Здесь в
большинстве случаев точность подгонки так велика (толщина зазоров
при сборке 0,1-0,2 мм), что заполнять швы затвердевающим клеем
излишне.
Поверхности деталей перед склеиванием достаточно механически
обработать на строгальном станке или на высокооборотных
многодисковых пилах. Важно, чтобы инструмент и поверхности деталей
были тщательно очищены от пыли и загрязнений. Только склеиваемым
поверхностям деталей из очень твердых пород древесины, например
макоре, рационально придавать шероховатость с помощью зензубеля или
рашпиля.
Склеивать можно при содержании влаги в древесине 6- 25%, но лучше
всего в диапазоне 12-16%. Обе детали, подлежащие склеиванию, должны
иметь разницу в содержании влаги не больше чем 3% и температуру не
ниже -|-10°С.
При приготовлении клея смешивают основу клея - смолу со строго
определенным количеством отвердителя, которое в зависимости от сорта
древесины составляет около 20% массы смолы. Очень важно тщательно
размешать смесь. В зависимости от температуры окружающей среды
пригодность резорцинового клея к употреблению составляет от 45 мин
до 8 ч. Крайние значения относятся к температурам 30 и 10°С. При
20°С клей сохраняет клеящие свойства в течение 2-3 ч.
Размешанный клей наносят на склеиваемые поверхности кистью или
валиком (требуется самое минимальное количество клея - 225 г/м2).
При высокой температуре окружающей среды и небольшой влажности
воздуха нужно наносить клея немного больше. При 20°С намазанные
клеем поверхности выдерживают открытыми 8-10 мин, а затем их
соединяют.
Запрессовку деталей нужно осуществлять при таком давлении, которое
необходимо для равномерного контакта склеиваемых поверхностей. Для
этой цели достаточно использовать нормальные струбцины или сжимающие
устройства. Самое минимальное время, в течение которого надо
выдерживать детали под давлением, составляет при 20°С примерно 4 ч.
Однако, если речь идет о деталях, склеенных с изгибом, то это время
должно быть удвоено.
В течение времени выдержки под давлением склеиваемых деталей надо
избегать сильных сотрясений. По этой причине прибивание гвоздями
склеиваемых деталей исключается. Прочность и стойкость склеенных
деталей к воде достигается только спустя 7 сут их выдержки под
давлением при температуре около 20°С. Благодаря повышению
температуры время зажима можно значительно сократить. Минимальное
время зажима при 30°С составляет всего 1,5 ч, если детали не будут
находиться под напряжением от изгиба. Приведенные здесь данные нужно
рассматривать как контрольные цифры и относятся они к определенной
марке клея США-GEYGY Aerodux 185В с отвердителем HRP150. Более
точные данные об этом клее, хорошо зарекомендовавшем себя в
яхтостроении, а также о других клеях находят в инструкциях, даваемых
изготовителями клеев.
Ламинирование - изготовление деталей из пакета тонких реек или досок
-г дает в яхтостроении значительные выгоды. При изготовлении
шпангоутов оно заменяет распаривание и гнутье и связанный с этим
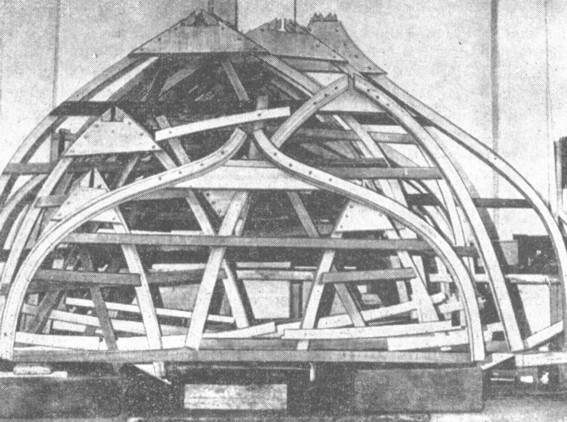
недостаток прочности из-за сжатых волокон (рис. 63). Ламинированные
шпангоуты не только прочнее, но по сравнению с гнутыми под паром
шпангоутами хорошо сохраняют приданную им форму.
Рис. 63. Ламинированные
шпангоуты не только прочнее, но лучше сохраняют приданную им форму,
чем традиционные гнутые.
При изготовлении продольных связей, таких, как
киль, стрингеры и привальные брусья ламинирование позволяет получить
основные детали без соединений, что дает возможность строить из
дерева суда почти неограниченных размеров. Ламинирование важных
деталей набора в сочетании со склеиванием дает качественный
полноценный корпус, у которого маловероятно появление неплотных мест
при разбухании или усушке даже через десятилетия. Поскольку
для ламинированных деталей используются рейки толщиной до 25 мм,
облегчается проблема сушки нарезанных заготовок перед склеиванием.
Процесс ламинирования гнутых деталей очень прост. На заранее
изготовленный шаблон-цулагу укладывают отдельные рейки с припуском
примерно 5-10 мм по ширине. Толщину рейки выбирают заранее такой,
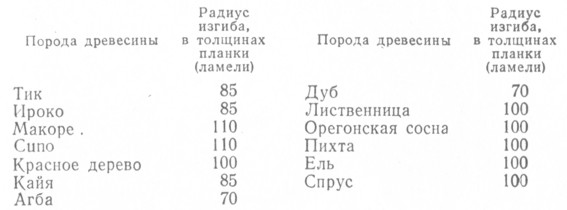
чтобы рейка могла гнуться по заданной кривой, не ломаясь. Опыты с
различными породами древесины при влажности воздуха 12% дали
следующие минимально возможные радиусы изгиба, которые у древесины с
содержанием влаги только 6% можно уменьшить еще примерно на 20%:
Расстояние между струбцинами выбирают таким, чтобы клей,
нанесенный с двух сторон на рейку, выступал равномерно около кромок
шва. Для ламинирования палубных бимсов, которые обычно все имеют
одинаковую погибь, можно изготовлять также положительный и
отрицательный шаблоны, которые затем только с помощью нескольких
струбцин сжимают рейки между собой.
Как и при всех других видах склеивания, надо соблюдать необходимое
время выдержки под давлением и в течение семи последних дней не
давать ненужных нагрузок на ламинированные детали. Толщина реек у
гнутых деталей должна составлять 5-25 мм; на прямых частях деталей
она может быть увеличена до 40 мм. Если ламинированные соединения
состоят более чем из пяти реек, допустимо стыковать внутренние
прямо, при условии, что расстояние до следующего стыка в смежной
рейке составляет не менее 50 ее толщин, а через рейку - не менее 30
толщин. Наружные рейки склеивают <на ус> с длиной заусовки, равной
не менее шести толщин рейки, а при толщине 10 мм - не менее восьми.
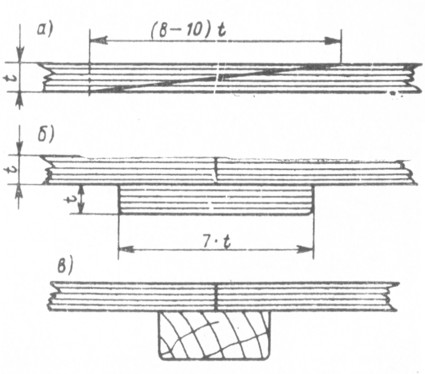
Рис. 64. Типы соединений листов фанерной
обшивки: а - соединение "на ус" - лучший тип клееного соединения
(рекомендуется применять для стыков, направленных поперек волокон
наружного слоя фанеры); б- стык с накладной планкой (рекомендуется
для швов, которые ориентированы по направлению волокон наружного
слоя фанеры; накладную планку делают из фанеры той же толщины и
шириной, равной самое меньшее семикратной толщине фанеры); в - стык
с накладной планкой из рейки (имеет небольшую поверхность
склеивания, вследствие чего при нагрузках есть опасность разрыва
поперек волокон).
При соединении листов фанеры и деталей из сплошной древесины <на
ус> заусовка концов должна производиться на длине, а восемь раз
превышающей толщину материала. Однако для фанеры толщиной менее 10
мм по правилам Германского Ллойда длина усового соединения должна
быть не менее 10 толщин листа (рис. 64).
На верфях для выполнения заусовки имеются простые устройства с
упором и очень ровной подставкой, по которой движется
высокооборотный механический рубанок. Они используются как для
заусовки листов фанеры, так и для реек. Заусовку, однако, можно
также просто выполнить с помощью острого ручного рубанка, причем для
этого необходима абсолютно ровная деревянная плита с прямым упором.
При склейке <на ус> детали нужно точно стопорить по длине, чтобы они
не сместились под давлением пресса. На выступающий с двух сторон на
концах стыка клей накладывают полоски из оберточной бумаги, а при
склеивании широких листов фанеры на стык накладывают и прижимают с
помощью струбцин деревянные бруски. Благодаря этому можно создать
достаточно равномерное давление запрессовки, которое должно
составлять 0,4 Н/мм2 (примерно 4 кгс/см2).